前編の続きとなります。

圧搾機の部屋から甑のある窯場に戻ると、翌日使用する米の前処理が始まっていました。

洗米を行い、気温、水温、処理する米の特性からどのくらい浸漬(水に漬けて水分を米に吸わせる)するかを見極めます。
昔は1麹、2酛、3造り(醪)と重要な3要素と言われましたが、今は麹造りが最も重要と考えている蔵元が多いです。
そして、その良い麹を造るためには良質な蒸しが必要となり、その良質な蒸しのためには前処理(精米・洗米・浸漬)がさらに重要となってきました。

良質な原料米を良い酒に醸し上げるため、最初の部分が肝心になってきています。

もちろん浸漬は限定吸水で行いますので時間の管理は欠かせません。
ストップウオッチも使用します。

黒い皿を使い、米の水分の吸い具合を確認する高橋杜氏。
浸漬は10kg単位で行われます。
浸漬すると米粒の色がグレーから白色なっていきます。

飯米(食べるお米)と異なり、酒造好適米は水をとても吸いますので、吸いすぎないように調整するのです。
まさに秒単位の仕事です。
集中する高橋杜氏を蔵人達が周りで見守ります。

静寂な中にもピリピリとした空気が有り、神聖な時間にも感じられました。

高橋杜氏の合図で一気に米を引き上げます。

引き上げられた米は脱水機にかけられて

吸水歩合(どのくらい米が水を吸ったか)を計測します。

丁寧な前処理(精米・洗米・浸漬)を行った米は、暑すぎた昨年の気象条件にもかかわらず、胴割れもなく美しく処理され、明日の蒸しに使用されます。

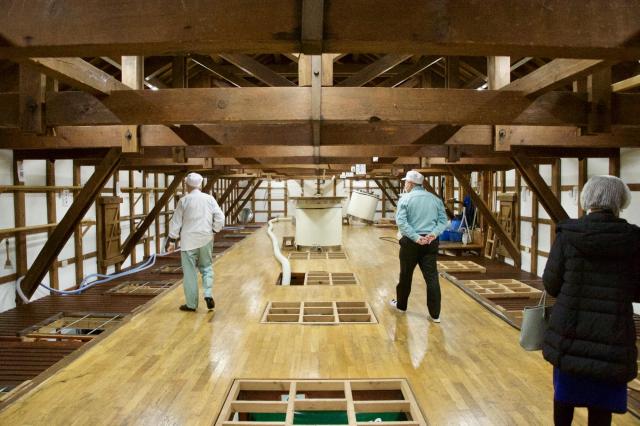
齋彌酒造の酒造りの出発点(米造りも指導されているので、正確には出発点はもっと前の段階とも言えますが)の精米棟にやってきました。

齋彌酒造では竪型精米機を3機保有し、全量を自社で精米しています。

精米棟の中には米の保管スペースと洗米スペースが有ります。
洗米係はお一人で行っていますが、全ての酒造りの基本となる作業のため最新の注意をはらっての作業となります。
蒸し場の方から洗米についてのリクエストも来ることも有り、責任重大です。

丁寧に磨き上げられ、宝石のように輝いた精米が洗米に入っていきます。

契約農家に栽培の指導や種子の配布を行っている齋彌酒造ですが、蔵人の中には農家の方もいらっしゃいます。
入ってくる米にはどの農家が栽培したものか、名前も入っているものも多数見受けられます。
農家同士でも良い米を作るために切磋琢磨しているのです。

精米が終わった米はこのパイプを滑り落ちて蒸し場に向かいます。
このパイプを通っている間に一度洗米しているのと同じ効果が有ります。
上の精米所で二回洗米し、パイプを通って一回、そして蒸し場で一回の合計4回の洗米となります。

貯蔵棟にやってきました。
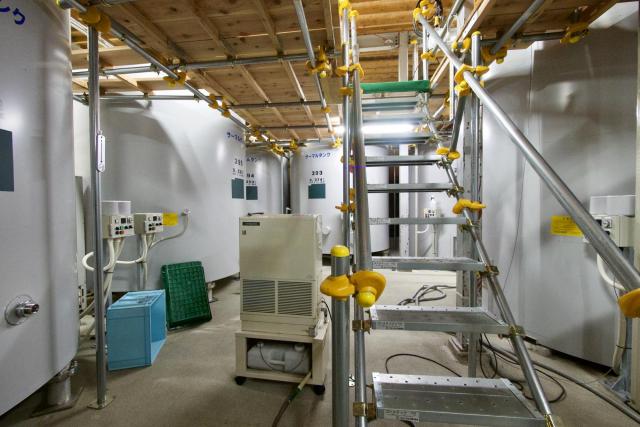
サーマルタンクは酒が硬くなるという高橋杜氏の方針で仕込みには使われず、もっぱら貯蔵用になっています。
9klタンクが✕10本✕2=20本稼働しています。(贅沢というかもったいないというか ^^;)

出来上がった(搾られた)お酒は黒いホースを伝って道路を渡り、瓶詰めラインに送られます。

齋彌酒造の製造工場と通りを1本挟んで向かい側にある瓶詰め棟にやってきました。

パストライザーやプレートヒーター(熱交換器)も使用しています。
瓶詰めラインでは、毎日のように唎き酒を行い製品をチェックしています。
携わる方全員で唎き酒をしているのがすごいです。

瓶詰め棟の隣にある出荷棟に向かいます。

こちらはたくさんの女性スタッフのみなさんが、明るくとてもキビキビと出荷作業をされていました。

フォークリフトの資格もみなさん取得されていて、華麗に乗りこなしておりました。
みなさんかっこいいです。

蔵元から車で5分ほど離れたところには貯蔵場が有ります。

このような大型の冷蔵設備が何棟もあります。

管理するお酒によって貯蔵温度も異なり、-5℃、5℃、10℃、15℃と温度を調整しています。
齋彌酒造本店の向かいには社長の奥様が切り盛りされているカフェ、発酵小路 田屋があります。
平日のお昼でしたが、店内は女性客を中心にほぼ満席でした。
雪の茅舎の仕込み水を使用した自家製パンや発酵にこだわったメニューがたくさん。
居心地も良くてとても美味しかったです!
お近くをお通りの際はぜひよってみて下さい。
隣接したショップでは齋彌酒造の日本酒はもちろん、調味料や食材、スイーツもたくさんありますよ。

カフェのお隣には蔵を改装したギャラリーもあります。

テーブルになっているのは仕込みタンクの蓋ですね。
(木川屋も店舗の台として栄光冨士から頂いた蓋を活用しています)

10時〜17時までほぼ一日、佐藤専務、高橋杜氏をはじめ、齋藤浩太郎社長には貴重なお時間を頂戴し隅々まで勉強させていただきました。

一言で言えないほど徹底した清掃。
長い時間をかけて、3つの無し(櫂入れ無し・炭濾過無し・割り水無し)にたどり着いた酒造り。
原料米から始まる品質向上への取り組み。
最終出荷まで手を抜かない品質管理。
その全ての結晶が齋彌酒造の酒になり、雪の茅舎としてみなさまに届きます。

従来は唎き酒をして、蔵元に出向き、酒蔵を見せていただき取り引きを開始していましたが、齋彌酒造についてはコロナの影響で見学ができませんでした。
しかし、いただいたサンプルでその酒質の高さに驚きました。
齋彌酒造の酒を一言で表現するのはとても難しいです。
甘すぎず・辛すぎず・さらっと切れていくのに、ものたりなさはない・スッと喉を通ってまた飲みたくなる、
どこにも尖ったところや凹んでいるところがない、まんまるの球体のような酒が、私達の感想でした。
すっきりとしたお酒は球体が小さく、飲みごたえのある山廃などは球の大きさが大きめ。
球の大きさが違えど、いずれの酒も丸く引っかかりのないバランスの良い酒に仕上がって喉を転がり落ちます。
それを蔵元にお伝えしたところ、高橋杜氏は「自分たちが目指している酒は丸い酒です」と仰られ、とても喜ばれていました。
本当に丸い酒なのです。
それは生産農家から製造、出荷に携わるみなさんの酒造りに対する輪(和)が酒の味となって感じられるような気がしました。
木川屋が自信を持っておすすめする齋彌酒造のお酒をぜひお試し下さい。
齋彌酒造店 雪の茅舎 取り扱いリスト