ドドドド!という音とともにたくさんのライダーの皆様が一斉にご来店!
この日は季節はずれの天気の良さでライダーもたくさん走っていました。
酒田・鶴岡のライダーのみなさんで、象潟のねむの丘までのショートツーリングの帰りだそうです。
各自さまざまなお酒をお買い上げ下さいました。
ご来店誠にありがとうございます。
お礼にキガワヤオリジナルステッカーを贈呈しましたが、枚数が足りなくて全員に行き渡らなかったかも。(^^;)
またぜひお越しくださいませ。


ドドドド!という音とともにたくさんのライダーの皆様が一斉にご来店!
この日は季節はずれの天気の良さでライダーもたくさん走っていました。
酒田・鶴岡のライダーのみなさんで、象潟のねむの丘までのショートツーリングの帰りだそうです。
各自さまざまなお酒をお買い上げ下さいました。
ご来店誠にありがとうございます。
お礼にキガワヤオリジナルステッカーを贈呈しましたが、枚数が足りなくて全員に行き渡らなかったかも。(^^;)
またぜひお越しくださいませ。
昨年から進めていたワインラックが完成しました。
今日は明日の搬入に備えての掃除です。

今までのスチールラックを撤去して床を磨きます。

鈴木マネジャーの掃除を営業部長が手伝...いや、邪魔をしています。

準備万端です。
素敵な特注ワインラックが届きますよ!
嬉しいニュースが飛び込んで来ました!
当店のお客様の森さん親娘ですが、酒田地区の唎酒選手権でトップクラスの成績を納め、お二人とも山形県の選手権に駒を進めました。
娘の森 愛莉紗さんはなんと全問正解で1位。お母様も7位の好成績を獲得されました。
愛莉紗さんは 山形県代表者として全国大会に出場です。嬉しかったのでお二人でご報告にご来店下さったのでした。
山形県代表者として全国大会に出場です。嬉しかったのでお二人でご報告にご来店下さったのでした。
誠におめでとうございます!全国大会も頑張って下さい!

珍しいお車でご来店お客様。
木川屋の常連の方ですが、普段お乗りのRenault MEGANE R.S.の車検の代車がこれなのだそう。
ルノー アルカナ。
初めて見ました。
...というか知りませんでした。(^^;)

ボディサイズも結構立派です。
ディーラーは売る気満々のようです。
...がすでにオーナーさんはポルシェなSUVを発注済みなのでした。
納車されたらぜひ見せびらかしにおいでくださいませ。
お待ちしております!

東京からおいでのお客様です。
山形のりんごの木のオーナーのところに摘果の手伝いにいくりんごもらえるということで山形のついでにご来店下さいました。
山形県、同じ県でも結構広いので酒田から山形だと大体100kmくらいは離れています。(^^;)
東京を朝出て今ついたそうで、明日手伝いをしてまた東京へ帰るそうです。

それにしてもヘルメットがケニーロバーツレプリカですよ!
ワタシ的に最も美しいライディングフォームだと思うのがキングことケニーです。
首都高のカタナの青い鳥のキングじゃないですよ。
メガネの温厚そうな喫茶店のマスターで足に後遺症が残っている人じゃないですよ。
WGPのキングですね。
黄色ということはインターカラーですね。
うん、かっこいい。
所沢からお越しのお客様です。
ご実家が酒田ということで帰省でおいでです。
バイクはカワサキのDトラッカー。
Dトラッカーのベースは、「戦う4スト」でおなじみのKLXです。
初代の戦うKLXは恐ろしくコンペティティブなモデルだったと記憶しています。
ガチでエンデューロで2スト勢に勝とうとした感が有りました。

そのKLXをベースにフロント17インチでモタード化したのDトラッカーです。
その後にライバルのXRもモタード化されました。
オフブームも沈静化されて、ガチでオフを走る人も走れるところも減っていき、私が乘っているCRM250もモタード化している人が増えていきました。
パワー的にはDR-Z400SMなんていいなーと思っていましたが、幸い(?)鈴菌には未感染で現在に至ります。
とにかくそんな市販モタードの先駆け的なモデルがDトラッカーだと思います。
温厚そうなオーナーさんのバイクを見て驚いたのがリアタイヤです。

はいー、ショルダーがどろどろに溶けてタイヤカスが。
サーキット走らないとこうならないですー。
公道しか走らないのにこうなっている人はイケナイ人です。
こんな過激な走りをしているのですか? もしやシフトロックで侵入からスライドさせたりとかのモタードの正しい(?)乗り方をされているのでしょうか?
と思いましたが、馴染みのバイク屋さんがサーキット走行が多いところで、お古のタイヤを譲ってもらったのだそうです。
サーキット走行ばかりしている方だとよくあることなのですが、タイヤの両端ばかり減って、真ん中がまだまだ山が残っているのに使えなくなるパターンが有ります。
市販車の場合は、真ん中が最初に減るのでサーキット走行のお古タイヤでもまだまだ使えたりするのですね。
こちらのタイヤ、ハイグリップタイヤでウェットはあまり考えていないので雨の日はお気をつけてー。
またのご来店をお待ちしております。
埼玉県からお越しのご夫婦のお客様です。
旦那様と奥様ともハーレーです。
超旅慣れた雰囲気を醸し出している良い味のハーレー。
行き先は特に決めずにぶらっとツーリングでここまで来られたのだそうです。
綿密に計画を立てて、下調べをしてのツーリングも良いですが、ゆるーく、気ままに、ゆったり走る、
一つの理想的なハーレーの旅な気がします。

バイクは2007年式のロードグライドとストリートグライドだそうです。
すみません、ハーレー全然わからなくてオーナーさんに教えていただきました。

驚くのは走行距離です。
なんと25万km!
メンテナンスを行いながら長く乗り続けていらっしゃるのですね。
最近、小さいトランポも入手されたそうで、それにKSRやCRM80を積んで走りにも行かれているそうです。
私もCRM250に乘っていますが、パーツでは色々苦労されているそう。
内燃機屋クランクベアリング加工をお願いしたりと維持されているそうです。
とても素敵なご夫婦でした。
お近くをお通りの際はまたぜひお寄り下さい。
ご来店ありがとうございました。
神奈川県からお越しのお客様です。
お車はトヨタのGR86。
店舗前の歩道との段差がかなりあるので心配でしたが、無事に駐車完了でした。

ご存知のとおり製造は群馬の会社の車ですが、今や貴重な国産FRスポーツとなりました。
ミドルクラスでは、この車とマツダのロードスターくらいになってしまいました。

エンジンはFA24。
いつの間にか2.4Lになっていたのですね。
フロントに水平対向エンジンを積んでしまうと、サスペンションアーム長の確保や、トランスミッション搭載位置、排気系取り回しなど設計的にかなり無理が生じるのですが、コストとのバランスをとりながらなんとか収めているのはさすがです。
理想を言えば、トランスアクスルなのでしょうが、さらに理想を言えばエンジンは後ろに積む...なのでしょうが、それだとコストもかなりかかるので気軽に乗れる86のコンセプトから外れてしまいます。
このシリーズが復活してくれたのも豆腐屋の漫画が有ってこそなのです。
マフラーやエアロパーツなどを見てもわかるとおり、オーナーさんはキレイに大切に乗られていました。

ロードスターと同じく、貴重なFRスポーツはこれからも作り続けてほしいですね。
ご来店ありがとうございました。またのお越しをお待ちしております。
最近のスポーツカーは販売と同時に完売というか、抽選販売というかすぐに買えないものになってしまいました。
復活したZもその一台。
半導体不足とかいろいろ言い訳していますが、なんなんでしょうね?
もっと作ればいいのに。

ということで、やってきたのは秋田の常連様のZ。
ずいぶんと待って納車となったそうです。
色はマルーンです。S30を思わせるカラーですね。
オリジナルのマルーンよりも少しメタリックっぽい高級感のある色です。
RZ34は型式も変えずにコストを抑えたとのことですがそれでもずいぶん高いクルマです。

全体のシルエットはS30のオマージュですが、このテールランプ部分はなぜかZ32っぽい。
ダックテールが泣かせます。

ダッシュボード上の3連メーターもS30オマージュ。
なんならもう一回、メルセデスみたいに直6作ってみるとか。
S30とくれば432よりも240Zなイメージが強い私ですが、このクルマにGノーズつけちゃったらどうなるんだろう。
今どきのクルマは歩行者とぶつかったときのことを考えて、とにかくボンネットラインが高くてあつぼったい。
だから昔のクルマをオマージュして作るとボディが浮き上がっている & 横から見たときに分厚くなる。
ここをどう誤魔化すかが全てですね。
ルーフラインとか空力多少無視したってイメージに近くできるし。
その点、RZ34は開口部を利用してうまいことやっているなという印象。
ハゲ頭の板金屋でボディを補強して、自転車屋でエンジンチューニングして...あ、飲み物はウーロンだ オレ

新潟県からお越しのお客様です。
今日は気温が低くて寒かったのですが、タンデムでお酒をお買い求めにご来店下さいました。
遠いところまでありがとうございます。
ご自宅用にたくさんお買い上げいただきました。
量が多いので別途発送となりました。
あとは今日飲む分ということで小瓶を3本ほど。
オーナーさんは前はもっと大きい4発に乗られていたとのことですが、年齢とともにより軽いものへと。
とても乗りやすくて楽になったとのことでした。
燃費もタンデムで35km/Lと良好。
ジクサーというネーミングが最初に登場したときは驚きました。
GSX-Rの通称がジクサーだったのですが、それをそのままメーカーが採用するとは思いもよりませんでした。(笑)
GIXXERのSFはスポーツ・フェアリングの略。
スペース・ファンタジーではありません。
お二人はこの後、鳥海山ブルーライン方面へ行くことを検討されていましたが、ブルーラインはGWにやっと除雪が終わる感じなので、
この時期はまだ開通していない可能性が高いことと、相当寒くなっていて危険なので、秋田側の土田牧場をオススメいたしました。
笑顔の素敵なお二人でした。気をつけて楽しいライディングをお楽しみ下さい。


あいにくの雨の中をものともせずにバイクでご来店のお客様です。
バイクはカワサキの250TRです。
私、このバイクはあまり詳しくなかったのですが、調べると2002年から2013年まで生産されたバイクでした。
エンジンはエストレヤと同系列で途中でキャブからインジェクションに変わったようですね。
このバイクはキャブなので前期型というところでしょうか?
ライダーの方はかっこいい女性。
このバイク、普段はお兄さんが乗られているそうです。
ノーマルと違ってあちこちカスタムされていますが、ブラックアウトされた車体などとてもクールなバイクに仕上がっています。
漢カワサキは女が乘ってもかっこいいのです。


今期(R5BY)の酒造りから新体制となった「やまと桜」。
最大のトピックは新杜氏の就任です。 造りも一段落してきた3月に木川屋は蔵元にお邪魔させていただきました。
遠田嘉人(えんだ よしと)杜氏は、日本で三番目に古い酒蔵の秋田県仁賀保の飛良泉に38年在籍し、2023年の9月からやまと桜に移籍されました。

飛良泉時代は蔵人としていわゆる働きの仕事から叩き上げで杜氏にまで上り詰めた酒造り一筋の方です。
現在遠田杜氏は58歳。
やまと桜では冬季間の造りの時期だけ蔵の二階に住まわれています。 飛良泉時代も寮生活していたので冬季間の酒造りの生活には慣れっことのことです。 言葉で言うのは簡単ですが職場にずっと泊まり込んでいるのですから、たいへんな仕事です。
山形県は山形県研醸会という歴史のある会があり、山形県内はおろか山形県外の蔵元も参加して酒造りの技術を磨く勉強会をしています。 飛良泉時代から遠田杜氏も10年以上研醸会に参加されていて山形県内の蔵元とも交流が有りました。
「去年は自分は一年造りをしていなかったが、昨年雪の茅舎の副杜氏に酒の味を忘れるといけないから」と広島の全国新酒鑑評会に誘われて参加したところ、 同じホテルに山形県工業技術センターの石垣先生がいらしたことで、やまと桜へ入ることになったそうです。
木川屋が今回やまと桜を訪れるきっかけになったのは試飲です。 営業の川合さんがぜひ飲んでほしいとサンプルを4種類持ってきてくれました。
このときはやまと桜は経営母体も変更となったこともあり、地元の庄内町でもほとんど置かれていない状況でした。 しかし、試飲したところそれまでの佐藤勝杜氏の味と全く異なっていて驚いたのです。これは蔵元に行かなければ...。
遠田杜氏は言います。
「昔のファンには申し訳ないが、勝さんの真似をしても勝さん以上に良い酒を造ることはできない。
蔵元からも自分の思う通りにやってもらって構わないと言われて蔵に来たので、酵母から麹、ほとんど変えてみた。
蔵人も最初は戸惑ったが、勝さんが良い蔵人を育ててくれたおかげでなんとかなった。」
もちろん、以前の勝杜氏の酒も本当に良い酒でした。酸が強く骨格のがっしりとした長駆熟成にも耐える酒でした。 しかし遠田杜氏の酒は、勝杜氏の酒ともまた異なり別のベクトルの酒質の高さが感じられ、非常に興味深い味わいでした。
木川屋は取引開始前に蔵元に出向き、蔵元の考えや杜氏の考え、製造現場を見学させていただき唎き酒をしてから正式に取り扱いを開始します。 蔵の大小に関わらず、自分たちの目で見て、音を聞き、香りを嗅ぎ、味わい、そして蔵の取り組みを学びます。今回の見学はそのためのものです。

洗米は糠をどれだけとるか、どれだけ綺麗にできるか気を遣っています。

古い洗米機も塩ビパイプで自分たちで作り直して使っています。

チェーンホイストで上げるので釜堀は行わないのは蔵人にはとてもありがたいことだと思います。
蒸し場にボイラーはなく、下の階にありそこから蒸気だけ送られてくる仕組みです。

限定給水させたものはカバーをしてこれ以上水分が飛ばないようにしています。


麹室へやってきました。麹は床(とこ)を使って大箱に盛って作ります。出品も全て同じやり方でやっています。

酒母は現在は速醸で作っています。速醸は中温速醸で酛屋の岡部さんが一年目だからいかにも簡単で造りやすい方法を選んだそうです。
現在は速醸酛だけだが、いずれは山廃もやりたいそうです。自分が元々山廃の造りは多くしていたので。(飛良泉は山廃で有名です)
山形県は1801酵母はKA酵母とまぜて使う場合が多いのですが、遠田杜氏は1801酵母単体で使用しています。 副杜氏候補の岡部さんの車のナンバーが1801。(笑)なので何かの縁なのかも。

鉄筋棟の3Fからの景色。
煙突がある建物が昔の土蔵蔵です。
煙突の下には昔使っていた釜があります。

鉄筋棟の醪部屋です。

「この蔵は鉄筋3Fの蔵は50年くらいになっていますが 土蔵の蔵を今年は復活させようと思っています。 多分ここのスペースは鉄筋の醸造棟ができてから使っていないと思います。 タンクで満杯になっていて、そのタンクを処分して綺麗に清掃しました。」

土蔵蔵はかなり広く、昔はタンクが18本入っていたそうです。
大昔は高清水に桶売りしていた時期もあったらしく、そのときの名残かもしれません。
壁や天井なども充填剤を使ったりハウス用のビニールなどを使って自分たちで補修を行って現在は醪部屋として復活しつつあります。

窯場に近い母屋の上の階に昔は蔵人が泊まっていたそうで、現在はこの釜は使っていません。

醸造にはチタン製タンクも使用し始めました。

設備の足りない部分はタンクを冷水マットを巻いて水中ポンプを中にいれて塩ビパイプで配管して自家製で冷却システムを作ってなんとかしのいだそうです。
今年は冬が暖かくて本当にたいへんだったとのことです。

雄町の35%精米のタンクも日にちごとに異なるタンクを利き酒させていただきました。昨日留めた醪です。

次は4日目。

搾りは薮田を30年以上使っており、600kg仕込みは一発で絞っています。
5000L級のタンクの場合は1200kg仕込みになり2日に分けて絞っています。
面白い味だったらわざとタンクを別にして管理しているそうです。

大昔に使用していた佐瀬式の圧搾機です。

ビンへの充填は全て手詰め。火入れはビン燗殺菌で風味を逃さずに行っている。

古い打栓機が壊れてしまったので、空気圧で行う打栓機を作っています。
アタッチメントを変更して720mlや1800mlに対応しますが、フットペダルで操作できるように、なんと自分たちで改造しています。
打栓機を購入するにも三ヶ月待ちだったので、待っているくらいなら作ってみようかと挑戦してみたとのことです。

「ビン洗い機ほしいなと思っても1000万とかかかるので、醸造機械はできるだけ工夫して自作しています」

ラベルも全て手貼りで行っています。
たいへんな作業本当にご苦労さまです。

鑑評会の出品用酒はタンク1本。
文字通りの一発勝負です。山田錦40精米で、今年の山田錦は自分が使ったのは普通の出来だったそうです。
雪女神は普通に造ったら粕歩合が50%にもなりました。
結果的に雪女神も良いのが出来たが自分は最初から今年は山田錦で出品するつもりでしたのでそれで出品しています。
(R5BYの全国新酒鑑評会でやまと桜は見事金賞に輝いています。杜氏移籍一年目の金賞は快挙です!)

この後5種類ほど試飲をさせていただきました。
今年の造りを振り返って...。
こっちにきて一番心配なのは人間関係だったそうですが、 季節(冬季間の製造時期のみの方)が2人、全部で5人(営業の川井君にも手伝ってもらう)で製造しており、 営業といっても営業する時間もなく。製品から製造まで全員で業務にあたっているそうです。
前に営業担当だった岡部さんは副杜氏候補で酛屋の仕事を教えているそうで、もともと岡部さんも造りを手伝っていたので憶えは早かったとのことです。 幸い熱意のある蔵人に恵まれ、少数ながら前向きに造りを行っています。
米の買付のときに、出羽燦々・出羽の里・雪女神は無いと言われたが八反錦・雄町・山田はあると言われてなんとか特等の八反錦を手に入れたそうです。 遠田杜氏は八反錦を使うのは初めてで「自分はここにきて山田錦以外の米は全て初めてだった。良い勉強をさせてもらった。」と話されていました。
遠田杜氏が来てからは精撰(旧二級酒)もがんばって一回ビン火入れの原酒で市販化しています。 精撰で原酒というのはアルコール度数17や18%を加水して15%まで落とすが、やまと桜はそれをやリません。
「自分が来てからはどの酒も加水はしていない。醪で完成させる。」遠田杜氏のポリシーです。
精撰(旧2級酒)にも1401酵母使っていて、地元の人たちに味が変わったと言われたそうです。
酸っぱいと言われたが全然酸っぱくはなかった。
お燗向きの酒じゃないが、お燗されてしまったかも炭酸ガスも出ていたので
酸っぱいと思われたのかもしれない。
精撰も搾って数日で瓶詰めしたのでガスもたくさん入ったかもしれない。(笑)
出品は1本のみのタンクで「何本も有るのは疲れる(笑)」と笑っておられました。
ベテランの遠田さんでも斗瓶を取って分析をするときはとても緊張するそうです。 今までは全国新酒鑑評会は通算で9回金賞、それ以外は全て入賞されています。入賞を外したことは無いのです。(すごい!)
東北の鑑評会も優等賞を外したことがなく、一度審査員特別賞(東北2位)もとったことがあります。
また名門酒会の品質管理委員を6年ほど務めた経験もお持ちです。
実は遠田杜氏は木川屋みなと市場店を何度か利用してくださっています。
ちゃんとした接客をしていたと話してくれた。
(今回見学に行ってその事実を初めて知りました)
今日は長時間にわたって隅から隅まで見学させていただきました。 たいへん勉強になりました。
新しい体制のやまと桜、遠田杜氏の人柄を中心に蔵人たちが同じ方向を向いてよりよい酒を醸造されていることがよくわかりました。
良い設備が良い酒を醸す、では良い設備が無い蔵は醸せないなのか?
そういうこともあるかもしれませんが、やまと桜に関してはNoです。
足りない部分を予算を最大限に使って自作で補ったり、造りそのものを緻密にコントロールして結果として生まれる酒の品質の向上をひたすら追求しています。 そして、その結果が鑑評会の成績として、何より酒の旨さとしてカタチになっています。
これからのやまと桜に木川屋はとても期待しています。
やまと桜の酒は今後取り扱いを増やしていきます。
小さな蔵ですが、品質と蔵人の情熱、そして何よりも酒の美味しさは折り紙付きです。
ぜひみなさまも応援お願い致します

前編の続きとなります。

圧搾機の部屋から甑のある窯場に戻ると、翌日使用する米の前処理が始まっていました。

洗米を行い、気温、水温、処理する米の特性からどのくらい浸漬(水に漬けて水分を米に吸わせる)するかを見極めます。
昔は1麹、2酛、3造り(醪)と重要な3要素と言われましたが、今は麹造りが最も重要と考えている蔵元が多いです。
そして、その良い麹を造るためには良質な蒸しが必要となり、その良質な蒸しのためには前処理(精米・洗米・浸漬)がさらに重要となってきました。

良質な原料米を良い酒に醸し上げるため、最初の部分が肝心になってきています。

もちろん浸漬は限定吸水で行いますので時間の管理は欠かせません。
ストップウオッチも使用します。

黒い皿を使い、米の水分の吸い具合を確認する高橋杜氏。
浸漬は10kg単位で行われます。
浸漬すると米粒の色がグレーから白色なっていきます。

飯米(食べるお米)と異なり、酒造好適米は水をとても吸いますので、吸いすぎないように調整するのです。
まさに秒単位の仕事です。
集中する高橋杜氏を蔵人達が周りで見守ります。

静寂な中にもピリピリとした空気が有り、神聖な時間にも感じられました。

高橋杜氏の合図で一気に米を引き上げます。

引き上げられた米は脱水機にかけられて

吸水歩合(どのくらい米が水を吸ったか)を計測します。

丁寧な前処理(精米・洗米・浸漬)を行った米は、暑すぎた昨年の気象条件にもかかわらず、胴割れもなく美しく処理され、明日の蒸しに使用されます。

齋彌酒造の酒造りの出発点(米造りも指導されているので、正確には出発点はもっと前の段階とも言えますが)の精米棟にやってきました。

齋彌酒造では竪型精米機を3機保有し、全量を自社で精米しています。

精米棟の中には米の保管スペースと洗米スペースが有ります。
洗米係はお一人で行っていますが、全ての酒造りの基本となる作業のため最新の注意をはらっての作業となります。
蒸し場の方から洗米についてのリクエストも来ることも有り、責任重大です。

丁寧に磨き上げられ、宝石のように輝いた精米が洗米に入っていきます。

契約農家に栽培の指導や種子の配布を行っている齋彌酒造ですが、蔵人の中には農家の方もいらっしゃいます。
入ってくる米にはどの農家が栽培したものか、名前も入っているものも多数見受けられます。
農家同士でも良い米を作るために切磋琢磨しているのです。

精米が終わった米はこのパイプを滑り落ちて蒸し場に向かいます。
このパイプを通っている間に一度洗米しているのと同じ効果が有ります。
上の精米所で二回洗米し、パイプを通って一回、そして蒸し場で一回の合計4回の洗米となります。

貯蔵棟にやってきました。
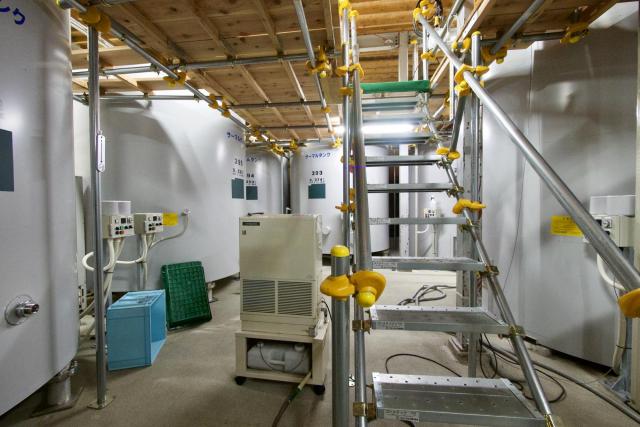
サーマルタンクは酒が硬くなるという高橋杜氏の方針で仕込みには使われず、もっぱら貯蔵用になっています。
9klタンクが✕10本✕2=20本稼働しています。(贅沢というかもったいないというか ^^;)

出来上がった(搾られた)お酒は黒いホースを伝って道路を渡り、瓶詰めラインに送られます。

齋彌酒造の製造工場と通りを1本挟んで向かい側にある瓶詰め棟にやってきました。

パストライザーやプレートヒーター(熱交換器)も使用しています。
瓶詰めラインでは、毎日のように唎き酒を行い製品をチェックしています。
携わる方全員で唎き酒をしているのがすごいです。

瓶詰め棟の隣にある出荷棟に向かいます。

こちらはたくさんの女性スタッフのみなさんが、明るくとてもキビキビと出荷作業をされていました。

フォークリフトの資格もみなさん取得されていて、華麗に乗りこなしておりました。
みなさんかっこいいです。

蔵元から車で5分ほど離れたところには貯蔵場が有ります。

このような大型の冷蔵設備が何棟もあります。

管理するお酒によって貯蔵温度も異なり、-5℃、5℃、10℃、15℃と温度を調整しています。
齋彌酒造本店の向かいには社長の奥様が切り盛りされているカフェ、発酵小路 田屋があります。
平日のお昼でしたが、店内は女性客を中心にほぼ満席でした。
雪の茅舎の仕込み水を使用した自家製パンや発酵にこだわったメニューがたくさん。
居心地も良くてとても美味しかったです!
お近くをお通りの際はぜひよってみて下さい。
隣接したショップでは齋彌酒造の日本酒はもちろん、調味料や食材、スイーツもたくさんありますよ。

カフェのお隣には蔵を改装したギャラリーもあります。

テーブルになっているのは仕込みタンクの蓋ですね。
(木川屋も店舗の台として栄光冨士から頂いた蓋を活用しています)

10時〜17時までほぼ一日、佐藤専務、高橋杜氏をはじめ、齋藤浩太郎社長には貴重なお時間を頂戴し隅々まで勉強させていただきました。

一言で言えないほど徹底した清掃。
長い時間をかけて、3つの無し(櫂入れ無し・炭濾過無し・割り水無し)にたどり着いた酒造り。
原料米から始まる品質向上への取り組み。
最終出荷まで手を抜かない品質管理。
その全ての結晶が齋彌酒造の酒になり、雪の茅舎としてみなさまに届きます。

従来は唎き酒をして、蔵元に出向き、酒蔵を見せていただき取り引きを開始していましたが、齋彌酒造についてはコロナの影響で見学ができませんでした。
しかし、いただいたサンプルでその酒質の高さに驚きました。
齋彌酒造の酒を一言で表現するのはとても難しいです。
甘すぎず・辛すぎず・さらっと切れていくのに、ものたりなさはない・スッと喉を通ってまた飲みたくなる、
どこにも尖ったところや凹んでいるところがない、まんまるの球体のような酒が、私達の感想でした。
すっきりとしたお酒は球体が小さく、飲みごたえのある山廃などは球の大きさが大きめ。
球の大きさが違えど、いずれの酒も丸く引っかかりのないバランスの良い酒に仕上がって喉を転がり落ちます。
それを蔵元にお伝えしたところ、高橋杜氏は「自分たちが目指している酒は丸い酒です」と仰られ、とても喜ばれていました。
本当に丸い酒なのです。
それは生産農家から製造、出荷に携わるみなさんの酒造りに対する輪(和)が酒の味となって感じられるような気がしました。
木川屋が自信を持っておすすめする齋彌酒造のお酒をぜひお試し下さい。
齋彌酒造店 雪の茅舎 取り扱いリスト

2020年より取り扱いを開始した雪の茅舎(ゆきのぼうしゃ)。
取り引きを始めるにあたって、木川屋は毎回蔵元に出向き、製造現場を見せていただき蔵元とお話をさせていただいておりました。
どのような考えで、どんな方達がお酒を醸し、蔵元がどの方向を向いているのか、
お客様に自信を持ってお薦めできるお酒とメーカーなのか、
足を運んでお会いして確認させていただいておりました。
2020年1月に蔵見学をお願いしていた雪の茅舎ですが、ちょうど新型コロナウィルスが猛威を振るい始め、見学をすることができませんでした。
しかし、齋彌酒造店さんは複数種類のサンプルを送って下さいました。
早速唎き酒をしたところ、どれも素晴らしい酒質で、このようなお酒を醸す蔵はどんなところだろう...とますます蔵に行きたくなりました。
試飲の結果、蔵元には出向いていないものの、このような素晴らしい酒をぜひお客様に飲んでいただきたく取り扱いが始まりました。
木川屋では25年ぶりになる、山形県外の銘柄となります。
それから4年が経ち、2024年にようやく蔵元を訪れる機会をいただくことができました。
齋彌酒造では私達が到着する時間に合わせて蒸しを行ってくださり、お昼を挟んで夕方17時近くまで、ほぼ全ての工程見学させてくださいましした。
NHKプロフェッショナル 仕事の流儀にも登場した高橋 藤一杜氏も長時間に渡り、酒造りのポリシーを私達に教えて下さいました。
この素晴らしい酒蔵をご紹介したいと思います。
今回のブログで齋彌酒造店の酒造りの一端が垣間見えたら幸いです。

明治35年創業の齋彌酒造店。
趣のある建物は国の登録有形文化財に登録されています。
手前の方は齋彌酒造の佐藤昭久専務です。
お忙しい中、丁寧に蔵を案内して下さいました。

創業当初からの銘柄となる由利政宗。
現在は平成元年から始まった雪の茅舎が主力銘柄となります。

正面玄関のガラスが歪んでいるのがわかるでしょうか?
このガラスも創業当時のガラスで、手吹きのものになります。
上喜元や栄光冨士の母屋もこのようなガラスを今も使っていました。貴重なものですね。

内側からガラスを通して外を見ると、ガラスの厚さが均一ではないことがよくわかりますね。
(電線や屋根の歪みを見るとわかります)

玄関を入ってすぐの右手には半切りが置いてありました。
生酛造りに使用する桶で、これを使用して昔は元摺りを行いました。
酒造りの歴史を刻んできた道具です。

母屋は現在は使われていないそうです。
東京農業大学教授の小泉武夫博士が命名した「のぼり蔵」、下の画像は齋彌酒造店のWebから拝借しています。
原材料から製品になるまで、なだらかな丘陵地を利用して米が下りてくるにしたがって日本酒へと変化していく効率の良い仕組みです。
私達が今立っているところは下の画像の事務所のところです。
似たような仕組みでは、酒田の菊勇も3Fの建物の上から蒸し、麹、酒母、醪といったように下に降りていくように醸造しています。

のぼり蔵の様子がわかりやすいのが上の画像です。
ゆるやかな傾斜になっています。

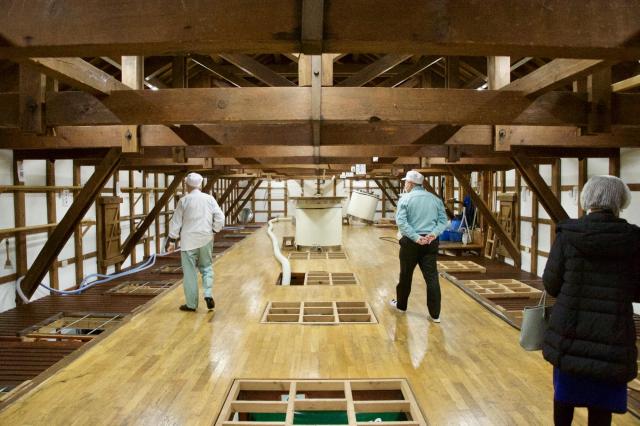
入ってすぐのところから窯場を見上げた画像です。
齋彌酒造に入って一番驚かされるところは徹底した清掃です。
蔵内のどこをとってもチリ一つなく磨き上げられています。
これだけの設備をここまでの清潔さを保つというのは並大抵のことではありません。
建物の新しい・古いではなく、清潔な綺麗な蔵元からは良質の酒が生み出されていることが本当に多いです。
私が30年近く前に酒造りの修行をさせていただいた出羽桜酒造山形工場も建物は古かったのですが、掃除・清掃は徹底していました。
手が空いたらとにかく掃除です。

齋彌酒造の酒造りをパネルで説明してくださる佐藤専務。
齋彌酒造では契約栽培をしている農家に栽培の講習会を開き、良質の原料米を栽培していただくところから手掛けています。
各農家へはあきた酒こまちの種子の配布も行っています。

私達の到着時刻に合わせて蒸しの作業を行って下さいました。
齋彌酒造で使用する米は、わずか4種類。
山田錦、秋田酒こまち、山田穂、ひとめぼれとなります。
さまざまな品種の米を使う蔵も多いですが、4種類のみというのは私が蔵を見せていただいた中では最も少ない数です。
高橋杜氏のお話では「最近は山田錦をきちんと使わずして他の米を使う蔵も増えてきたが、山田錦という米は本当に素晴らしい。
この米を超える米はそうあるものではない」とのことでした。

齋彌酒造の蒸しは甑(こしき・和釜)を使用しています。
連続蒸米機は使用していません。
注目すべきは釜堀り作業が無いことです。
たいへんな重労働である釜堀り(蒸米をスコップ等で掘り起こす作業)がなく、画像のチェーンホイストで一気に釣り上げます。

多めの量でもご覧のとおりです。


吊り上げられた蒸米は放冷機の入り口から投入されます。

放冷機の出口付近で種麹を振ります。
振られている方は、高橋藤一杜氏です。
秋田を代表する名杜氏のお一人で、NHKのプロフェッショナル 仕事の流儀にも登場された方です。
今の齋彌酒造店の高品質な酒造りは高橋杜氏をはじめとする情熱ある蔵人たちの試行錯誤の賜物です。
(NHKのプロフェッショナル 仕事の流儀はこちら)
蒸し上がった米を食べさせていただきました。
今まで蔵見学で訪れた蔵の米とは明らかに蒸し上がり具合が違います。
蔵ごとの設計だとは思いますが、齋彌酒造の蒸米はまるでゴムのようです。
外側が乾いて固くなっていないのです。
ひねり餅を作って食べましたがやはり食感も異なります。
水分量が多いイメージですが外硬内軟ではなく外側も水分が適度にあるのに硬くないのです。
この感触にはたいへん驚きました。

簡単に麹菌を振っているように見えますが、杜氏自らが蒸米を見極めながらの作業です。
麹室でもやし(種麹)を振らないのは、室内が汚れてしまうのを嫌ってのことだそうです。

引き込み作業が終わった麹室に特別に入らせて頂くことが出来ました。
見学の一週間ほど前から納豆やヨーグルトなどは口にしていません。

秋田杉が贅沢に使用された麹室です。
この麹室は30年前に完成したそうです。
手前が床台になります。
奥にはハクヨウ五段の製麹機が複数有ります。
麹担当は杜氏を含んで5人で行っており、製麹機があるのですが泊まりもあるそうです。

オールステンレスの室にしている蔵元もありますが、木の方が湿度管理ができるという判断で、杉材を使用しています。
厚みが有ったほうが材料が呼吸をしてくれて湿気も吸うとのことで7分板(かなりの厚みがあります)の麹室になっています。

こうして適度に湿気を取り除いた麹米は米のさばけが良いのが特徴。
齋彌酒造では麹米は全て山田錦を使用しています。

高性能な製麹機として知られるハクヨウ五段ですが、齋彌酒造では東北でも最も早くから導入をした蔵の一つです。

それをそのまま使用するのではなく、独自に改造を行ってもいます。

これは新たに追加導入されたハクヨウ五段です。
齋彌酒造が行った改良を、メーカーが取り入れている点もあります。
齋彌酒造は全国新酒鑑評会出品酒も全てハクヨウを使用しています。
高橋杜氏は蒸米の表面を乾かすことはしない、悪いと考えており、
ふんわりした米、弾力がある(ゴムのような)蒸米を造ることで
麹菌が中まで入ると考えています。

醪部屋にやってきました。


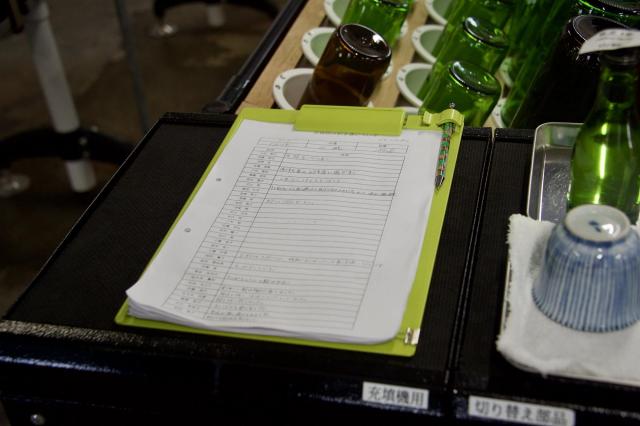
高橋杜氏の計らいで、醸造途中の醪の味を確認させていただきました。
私達の試飲メモです。
出品酒 純米大吟醸 山田35 8日目、元気でシュワシュワ、甘み、後味良い
大吟醸 山田 20日目 すっきり、甘み純米大吟醸よりも少ない、酸有り
建物の2Fに上がりました。
2Fの床はタンクの上の口の高さになり、安全に醪を確認することができます。
複数の醪を拝見しましたが、それぞれに醪の表情が異なりとても興味深いです。





齋彌酒造の酒造りは3つの「ない」を徹底して守っています。
そのうちの一つが醪に櫂入れを行わ「ない」です。
高橋杜氏によると、醪は自らの醗酵によって自然と温度の差が生まれたりガスが生じることなどさまざま要因が絡み合い対流が起きます。
その対流を櫂入れによって邪魔をしてはいけない、と考えています。
もちろん全く櫂入れを行わないではなく、添・仲・留と三段仕込みのそれぞれのタイミングで櫂は入れます。
しかし、その後は櫂入れは一切行いません。
「醪をかき混ぜるのはブレーキ。温度変化は有って当たり前。醪は自ら対流する」
高橋杜氏の言葉です。
タンクはウォータージャケットを使い、サーマルタンクも複数あるのですが酒が硬くなるという考えから仕込みには使用していません。

醪部屋の2F部分には酒母室が有ります。
画像の通り、ここは第一酒母室で速醸酛用の部屋です。
一つの部屋を間仕切りなどで区切るのではなく、完全に別棟の別の場所に山廃用の酒母室が有ります。

酒母室の中もたいへん清潔に保たれています。
蔵のどこに行ってもとにかく清潔なのです。

建物の構造材の梁などの上にもホコリが乘っていないのです。


酒母も覗かせていただきました。

出来上がった麹の枯らし場もホコリや雑菌がつかないようにプレハブの冷蔵室になっています。
齋彌酒造では酵母も自家製のものを使用しています。
ここは酵母の保管庫になります。

この試験管に入っているのが培養されている酵母です。
酵母は秋田酵母 No.4で統一してその中から11株を使われているそうです。
その酵母をさまざまに組み合わせています。
以前は株数はもっと有ったそうなのですが、現在は集約して11株とのことでした。

圧搾機は薮田が二機入っています。
圧搾の部屋は-5℃まで冷却され、雑菌の繁殖を抑え清潔な環境で安定した搾りが行えるようになっています。
この部屋もたいへん清潔に保たれていました。
その2へ続く