プレジデント社発行、dancyu 読本 日本酒の情熱の酒販店ガイド109に掲載して頂きました。
dancyu編集部様、掲載して頂きありがとうございます。
ガイドをご覧になって来店して頂いたお客様ががっかりしないように、より喜んでいただける接客を心がけます。
プレジデント社発行、dancyu 読本 日本酒の情熱の酒販店ガイド109に掲載して頂きました。
dancyu編集部様、掲載して頂きありがとうございます。
ガイドをご覧になって来店して頂いたお客様ががっかりしないように、より喜んでいただける接客を心がけます。

さて、いよいよ来年は冷蔵設備の増強入れ替え工事を行います!
今日は担当チームが勢揃い!
左から電気設備担当のミナモト電気の佐藤常務、設計担当のアトリエデザインパレットの一級建築士光賀さん、冷蔵設備担当東北エアシステム駒澤社長、建築担当 菅原工務所 菅原専務です!
ただの設備入れ替えではない大掛かりな工事になります。
最後までよろしくお願いいたします。
湯野浜温泉の宿泊施設経営の皆様にセミナーに行ってきました。
前回の講師が泣く子も黙る山形県酒造組合特別顧問の小関御大だったので、私は泥臭く現場で役に立つお酒の説明や管理、料理とのマッチング、サービス方法などを説明です。
場所は龍の湯さん。

初めて入りましたが、なかなか綺麗景色で紅葉の時期などはかなり綺麗な風景を楽しめそうです。

理論がわかってもそれをどう活かしたらよいかわからないので、もっと現場寄りのセミナーが必要というリクエストでした。
酒業界の底辺で這いつくばっている私としては、いろんなネタがありますので即戦力になる内容にしたつもりです。
日本酒の分類や用語は最低限に留め、きき酒の方法(色、上立ち香、含み香、抜け香)、舌への広げ方、
味の確認や温度変化、酒の表現、料理とのマッチング、そして一番大事な品質管理。
「百聞は一献に如かず」(勝手に作った造語です)
の精神でとにかく味わって自分の表現を見つけることに主眼を置きました。
少しでもセミナーを受講された旅館業組合の皆様のお役に立てば幸いです。
店頭にいらしたお客様ではないのですが、最近乗り物ネタが無いので番外編。(^^;)
そろそろバイクも乗り納めということで、ちょろっとでかけたときにお会いした二台です。

まずはアグスタ。
鬼才「まっしもなタンブリーニ」さんがデザインした高級車でございます!
当時これが世に出たときは度肝を抜かれたものです。
CAR GRAPIHC TVのオープニングにも、カーじゃなくてバイクなのに登場していたあれです。
オーナー様のご好意で跨がらせてもらいましたが、30年前ならいざしらず、久しぶりに首が折れそうなポジションに心が折れました。

しかしかっこいいですね。
個人的にはグフの左手のような4本出しのエキゾーストがツボです。
もう一台はなんと懐かしの400ガンマ!
今見てもカッコイイ!
アグスタのオーナーさんとお知り合いの方でいろいろ見させていただきました。

足回りはお約束のGSX-R系換装でしょうか?
ガンマご自慢のデカピストンブレーキシステムです!
てっきりピストンが「デカイ」のかと思っていたら違うのです。
ギリシャ語でデカ(10個)のシリンダーががあるのでデカピストンなのです。
高校時代に読み漁っていた電話帳のように分厚かったオートバイ紙で読みました。
河口りかばかり見ていたわけではありませんよ。

フレームにΓの刻印

オイルも飛び散りまくりのナンバープレート。
そしてテールカウルのこの網が付いたスリット!
これがめちゃかっこいい!
ワークスのRGBを彷彿とさせるテールカウルデザインが最高ですね。
真ん中が盛り上がっていて、テールパイプのところが横に広がっているのが大好きです。
そしてガンマとくればこれ!
3000rpmから始まるタコメーター。
「3000より下なんてテキトーでイんだよ」的なタコメーターです。
GPゆずりのスクエア4エンジンはレイアウトの関係上、ロリータ...じゃなくてロータリーバルブでキャブは横にくっついているのです。
「転んだらキャブがいっちゃうのですか?」とオーナーさんに訪ねたところ、意外と丈夫なカウルが守ってくれてトラブったことはないとのことでした。

個人的には400Γとくれば漫画バタ足金魚のカヲルの愛車。
ジョニー号ですね。
海に向かって鍵を投げてしまって乗れなくなったり、最後は炎上してしまったりと可愛そう過ぎるバイクでしたが、かっこよかったのです。
500Γの輸出仕様はたしか95PSもあって、当時高校生だった私は目が点になりましたよ。
帰りは400Γさんに先頭を走って頂き、2stの煙を堪能しながらアグスタさんと走ったのでした。
6月の山形県沖地震で被災した大山地区の
四蔵元(大山・栄光冨士・羽前白梅・出羽の雪)に皆様からのご厚意でいただいた義援金と当店の
売上金の一部(四蔵元のお酒の売上金の10%)を届けてまいりました。

大山は破損したビンの片付けもだいぶ進んでいました。
まだ片付けが終わってない箇所はありますが、少しずつ元に戻り始めています。

加藤社長や営業担当の方や蔵の方が出迎えてくれました。
お話しもできましたが、少しで力になれたようで嬉しかったです。
(写真撮り忘れてしまいました...)
その後、栄光冨士にも行きました。

外から見ると、蔵の壁が崩壊していてブルーシートで応急処置したままの箇所もありました。
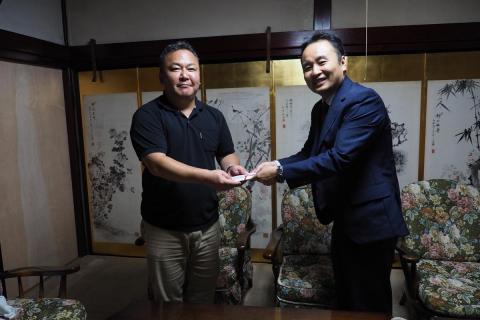
義援金をお渡し。
社長の加藤有倫さんです。
久しぶりに栄光冨士にお邪魔したので、有倫さんのご厚意で蔵見学もさせていただきました。

母屋にも倒壊を防ぐための応急処置の筋交いが。

蔵の中でも応急的な補強をする工事をしていました。

大きくヒビが入った建物。
ありとあらゆるところに建物被害を受けています...。







本当にひどいですね。
地震の凄まじさを物語っているようです...。
しかしその後、もっと驚くものを私達は見るのでした。
それは栄光冨士の近年投資した新鋭設備の数々です。

まずは最新の瓶詰めライン。
次は新しい麹室。



冷蔵貯蔵施設に

東北初だったか業界初だったかの3点貼りが可能な特注のラベラー!


とまぁ笑ってしまうほど驚きの設備投資なのでした。
次に羽前白梅さんに行きました。

羽根田社長が出迎えて下さいました。
いろいろと酒の話をさせていただきました。
二十代のご子息が蔵に入られがんばっています!
これは本当に朗報です。
写真を撮り忘れてしまったのですが、羽根田社長にそっくり。
社長が若い頃はきっとこんな感じだったのかなと想像してしまいます。
最後は出羽の雪さんに行きました。

渡會社長はお留守で、会長が出迎えて下さいました。

会長とお会いするのは20年ぶりくらいかもしれません。
いろいろお話を伺いました。
会長のご厚意で自慢の資料館を見学させていただきました。
酒造りの道具や

酒器


貴重な資料も見ることができます。


ぜひみなさんも行ってみて下さい。
今回、短時間でしたが、大山の各蔵を回って来ました。
地震の爪痕は大きく、まだまだ本当の復興には遠いのですが、飲んでくれるお客様のお陰でどの蔵も本当に頑張っています。
最後に山形新聞の義援金を贈呈の記事です。


とても綺麗でした。
人が近づいても二羽で戯れるようにホバリング。
近くの工事の誘導係のひとたちと写真を撮りました。
後で蝶に詳しい方に画像をみてもらったころ「アオスジアゲハ」という種類の蝶のようです。
「近くにタブの木や榎があるのではないですかな??」というご意見や
「ウチの昆虫博士もアオスジアゲハだって言ってます。
内陸の方にはあまりいないらしいとのことです。」や
「蝶は、勝手気ままに飛んでいるようで、意外に決まった道を飛ぶという性質があるそうですよ。
地面に降りるよう促していたのなら、求愛行動かも知れませんね。」など
いろいろ勉強になりました。
それにしても美しい蝶でした。

今年もセリカオーナーズクラブの皆様がミーティングです。
165と202というFF系セリカの最初と最後の車両が2ショット。
202は今見てもあまり古さを感じないような気もします。
だんだんメンバーの高齢化に伴い、クラブ活動もたいへんなようですがぜひまたお越しくださいませ。
いつも酒田に帰省されたときに来てくださるT様の会社のご友人のお二人です。
気温35℃を記録する中、関東からメガスポ(隼)と排熱の多さで定評のある(笑)元祖ニンジャGPZ900Rでお越しいただきました。
この気温でこのバイクを乗るのは本当に勇者です!

隼はメガスポ(メガスポーツ)車の雄、そしてGPZ900Rもかつてそのトップに君臨した名車です。
GPZはかなりのカスタマイズが施されています。
サブフレームやラジエターの大型化はもちろん、スイングアームからホイールまで。
よくわかってない私にも、「これはなんだかすごい」ということだけはわかりました。
もう少し涼しくなったらぜひまたおいで下さい。
今度は一緒に走りましょう!


かねてより蔵見学を希望していた麓井酒造にようやく行くことができました。
案内役は佐藤市郎専務。
造りの忙しい時期に無理を言ってすみません。
初孫との兄弟蔵である麓井。
取り扱いは30年以上におよびますが、なかなか見学の機会に恵まれず、念願かなっての初見学となりました。
麓井があるところは庄内平野の北東。
合併前の酒田市でいう八幡町になります。
この辺りは良質の水源として知られ、名水百選に選ばれているだけでなく、サントリーのミネラルウォーターに採用されたこともあります。
今年は全部でタンク57本の醪が仕込まれ、2/25の時点で55本目の仕込みとなります。
吟醸(鑑評会出品酒)は2/28の仕込みです。
麓井の造りは半仕舞い(はんじまい)です。
半仕舞いは2日に1本タンクを仕込んでいくやり方。日仕舞い(ひじまい)は毎日1本タンクを仕込みます。
山形県内の蔵はほぼ全て半仕舞いだと思います。

麓井の工場は奥に長い平屋造りになります。
スタートは一番奥の釜場(蒸米を蒸す所)から始まり、行程が進んで一番手前が瓶詰めとラベルを貼る製品化の出荷スペースになります。
季節雇用の方を除く通年の蔵人は四名。
製造石数は900石と造りの規模はたしかに小さいのですが、親戚蔵でもある初孫(東北銘醸)同様、麓井も全量生もと造りです。

この蔵の奥あるのが

仕込みに使用する米です。
実は今日は麹造りの最終日で、これらの米はこれから仕込むタンクの掛け米になります。

洗米は酒蔵ではよく見るタイプの洗米機を使用しています。
(中にスクリュー状のプロペラシャフトが入っているものですね)

それ以外に、水流や泡の力で洗う洗米機も使用しています。
市郎専務は「『泡で優しく洗えます』という宣伝文句の機材なのですが、その効果よりも作業効率が良くなったので助かります」とおっしゃっていました。
この洗米機を使用すると、それまで手回しで4〜5人で行っていた洗米作業が一人で行えるとのことです。

こちらは多くの蔵元で見られる限定吸水用のザルです。
ストップウォッチを片手に目的の吸水値になるように浸漬(しんせき)作業をするためのものです。
量が多い時にはザルを並べて30秒ずつどんどん洗っていくそうです。

麓井の甑(こしき・和釜)の熱源は、よく見かけるA重油を使ったバーナーではなく、ボイラーです。
市郎専務が造りに入る前(?)は昔のバーナーも使われていたそうです。

市郎専務曰く「トロピカルな色合いの放冷機」。
この色は蔵人が自分たちで塗ったものだそうです。
放冷機は幅がやや細めですが、二段になっていて長さが長いものになっています。
二段がけの放冷機は私は初めて見ました。

蒸し米を保温したまま送る機械です。エアーシューターに保温効果をもたせたイメージですね。

ここが麓井の心臓部である麹室(こうじむろ)です。
天井が四角でなくかまぼこ型で木造りです。
この室も工夫がたくさんです。

送風機付保温箱で万力で圧力を掛け、定期的に送風を行っています。
麓井ではほぼ全部の酒でこの麹製法を使用しています。
酒蔵御用達のハクヨーですね。

量が少ない時は隣のステンレス貼り部屋で箱を使って製麹を行います。
この部屋は先程の室の隣に新築され、扉一枚で行き来ができます。

高価なオゾン発生装置の効果のほどは?
お値段は競技用自転車が買えるくらいだそうです。
はい、市郎専務は自転車も乗ります。

こちらは枯らし場(出来上がった麹の熱を取り乾燥させる場所)です。

麹蓋がたくさん積まれていました。
ミと書いてあるものは麹を入れることが出来るもの、フタは痛みもあって蓋としてしか使えないものです。
麹蓋はたいへん貴重なもので、どこの蔵元も修繕しながら限界まで使っています。
もう作れる職人が居ないのです。

出来上がった麹を少し食べさせてもらいました。
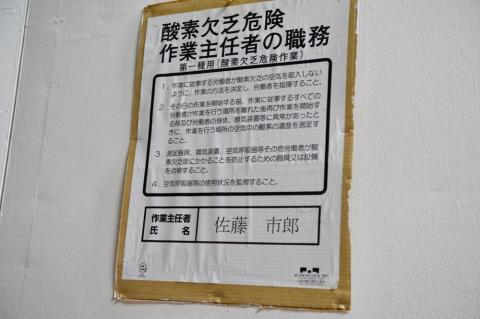
蔵元の麹室の前に必ずあるこれ。
作業主任者は市郎専務でした。

酒母室にやってきました。
どぶろくを濃くしたような、すっぱい香りが充満しています。
生もとですから乳酸バッチリできて来ている香りなのかも。
生もと(きもと)造りというと、なんといっても初孫ですが、親戚蔵の麓井も生もと造りは得意です。
しかし、今回の訪問で全量生もと造りになっていることを初めて知りました。
私がこの仕事をし始めたときは、麓井はたしか全量生もとではなかったはずです。
市郎専務にそのことを尋ねると4〜5年前から全量生もとに切り替えたとのことです。
生もとと速醸もとと二種類を使う蔵元の場合、酒母室を別の部屋にわけたり仕切ったりする必要がありますが、
全量生もとであればその必要はありません。
麓井の酒母室は初孫同様、この一部屋だけなのです。

この日に仕込まれていたのは雄町。
麓井の雄町はとてもレベルが高いのです。
酒母をたててから22日目(生もとにしてはかなり早いタイミングです)で使うため、
温度を下げて発酵を遅らせている状態です。

仕込み部屋にやってきました。

麓井は開放型のタンクが多いです。

2月25日留めをうった普通酒のタンクです。白濁していて泡は出ていません。

そのとなりの3日目のタンクは泡が上がってきていますね。

タンクのふちから下は比重の重い炭酸ガスで充満されています。
顔を入れようものなら酸欠で気を失い、そのまま溺れて亡くなる事故もあります。
本当に危ないで市郎専務から指導が入りました。

こちらは大吟醸(鑑評会出品酒)のタンク。
「どうしてもクリームのような泡になって見栄えしないんですよね」と市郎専務は仰っていました。
当然この後は雫採りで採取します。
麓井の場合、雫採りは斗瓶で5本とれそうで、深夜1時~3時で1本目がとれます。
本命は1~2本目です。
1本のタンクのうち25%弱が吊りで採取され、残りは槽で搾りなおします。

搾りは薮田です。
以前の佐瀬式の押し槽も蔵の奥にありましたが、現在は使うことはないそうです。
PP板。昔はアルミ板で漏れやすかったそうです。
ここで市郎専務から薮田についてワンポイント情報。
どうしてもアコーディオンカーテンのおばけみたいな形状から、横から圧力をかけて押して搾るように見えてしまって勘違いされている方が多いのですが、
実際はポンプの力で醪を圧送し、圧力で板が開いて漏れないように抑えているのが薮田式の圧搾機です。
つまり横からぎゅーっと押して搾っているのではなく、ポンプのちからで圧力をかけて濾しているのが薮田式の圧搾機なんですね。

薮田の横には高橋元杜氏が!
御年70を超えても、まだまだ現役です。

異物混入等を見逃さない検品と、出荷作業。
こうして銘酒麓井が完成します。

IWC2018で部門最高賞に輝いた純米吟醸 山田錦。
今回は今年の山田錦の火入れと無濾過生を試飲させていただきました。

淳司社長の奥様であり市郎専務のお母様。
いつもやさしくて、丁寧な受け答えをされています。
品のあるとても素敵な方です。
いろいろお気遣いいただき本当にありがとうございました。

最後にみんなで記念撮影。
市郎専務をはじめ、麓井酒造のみなさんたいへんありがとうございました、
今後ともよろしくお願いいたします。

平成6年から平成26年まで20年間お酒を熟成させる試みだった「古酒二十歳の会」。
木川屋はその事務局と酒の保管を担当いたしました。
その会の発足の前に取り引きを開始した蔵元が竹の露です。
当時は金野社長が御健在で、白露垂珠の銘柄も立ち上がったばかりでした。
古酒二十歳の会への入会をきっかけに、麹室を新造し、量の酒から質の酒へと一大転換を行いました。
白露垂珠の吊雫原酒は当店が金野社長と二人三脚で広めたのが、もう20年も前になってしまいました。
その後取り引きをお休みしていた竹の露ですが、2019年に約20年ぶりに再開をすることになりました。
今回はその勉強を兼ねて、懐かしくも新しい蔵見学となりました。
案内してくださる方は現代表の相沢代表社員(竹の露は合資会社なので正確には社長ではなくこのような表記になります)です。


相沢さんが最初に案内してくれたのは

雪が被っている建物。この中に竹の露の一番大事なもの「水源」があります。
竹の露の近くには温泉施設もあるほどなので、水質としては酒造りには難しいはずなのですが、なんと300mを超える深さまでの井戸を掘り、良質の水を確保しています。

井戸の様子を熱く語ってくださる相沢さん。
当時の苦労がよくわかります。

これだけいろいろな地質を採取し、水質を確認していったのです。

水晶の地層から汲み上げられた水は最初はにごりがあり、タンクの底に沈殿物が生じます。
水脈を傷めないように毎時間30リットルの速度で汲み上げられます。

上澄みを汲み上げて、別のタンクに移す行程を何度も経て、このように澄んだ水へと生まれ変わります。

この水はこのタンクで貯蔵され、プレートヒーター等で加熱されて

この充填機で瓶詰めを行い

飲料水としても販売されるほどです。
酒造りには驚くほど大量の水が使われます。
なので、良質の水源があるところが酒蔵のある場所の第一条件となります。
この水源を確保したおかげで、年間300万円もの水道代がなくなるだけでなく、超軟水の水質は高温長期醗酵にも耐える元にもなるのです。

竹の露では悪名高い(相沢さんがそうおっしゃったのです ^^;;;) 連続蒸米機を使っています。

とは言うものの、「これはこれで良いところもあるのです」という相沢さんの言葉どおり、連続蒸米機にも良いところはあります。
その一つが、米ごとの調整が可能なところです。
和釜を用いた一般的な甑(こしき)の場合、下に留め用の大量の掛け米、その上に仲などの掛け米、一番上に麹米などを張り込んで蒸し上げます。
一番大切な麹に合わせて蒸し上げるので、どうしても下の米が水分が多くなりすぎたりすることもありますが、
この連続蒸米機ですと順番にベルトコンベアで処理できますので、細かく修正することも可能なのです。

もちろん高品質酒の浸漬(しんせき・米を水に浸す)はザルとストップウォッチを使っての手作業です。

2階にある麹室にやってきました。
ここに足を踏み入れるのは20年ぶりです。
この奥の休憩室で、本木杜氏がタラ汁を作ってくださってみんなで酒盛りしたことを思い出します。
本木杜氏は体調を崩されていて今日はお留守ですが、本当に楽しい夜でした。

きれいに清掃が行き届いた麹室

ちょうどこの日も麹が積まれていました。

竹の露といえば一升盛蓋麹製法。私も20年ほど前にこの作業を体験させていただきました。
酒造りの肝心な行程である麹はこのように丁寧に手作業で造られます。

酒母室にやってきました。
竹の露の酒母は全て速醸です。

醪部屋です。

上に上がって各醪を確認させていただきました。


この棟の窓からは裏の竹林が見えます。
竹の露の蔵元の名前の元になった竹林ですね。

どこの蔵にも必ずある神棚。
しかしどこの蔵にも祀られている酒造りの神様(松尾様)の御札がありません。
実は羽黒山も修験道の山。
その名残もあり、以前から祀られている神様が別棟にあるため、松尾様は祀られてないのだそうです。

数々の種類の酒米が並べられています。
竹の露がある旧羽黒町は米どころ庄内地方でも最も酒米作りが盛んなところ。
酒米研究会も存在します。
その中心にあるのが竹の露です。竹の露の酒米は全量酒米研究会から調達しています。

蔵人は若い方もいらして、これからの造りも楽しみです。

こちらは新しく投入された分析機。
かなり高価なものだそうです。今までの設備と異なる点もあるので、これから特性に合わせて使い込んでいくそうです。

醪(もろみ)の温度経過や行程を説明してくださる相沢さん。
「この醪はこういう変化をして、こっちはこうで...」
まるで自分の子供のことを語るように説明しくれます。
丁寧に分析とデータの蓄積を重ねて醸造する相沢さんですが、それでもなぜこのように醪が推移することがあるのか
わからないこともあるそうで、まだまだ酒造りの奥は深く、そしてたいへん興味深いとのことでした。
真摯に酒造りに取り組まれている様子はたいへん伝わってきました。

相沢さんの心遣いで、竹の露のラインナップの全種類の酒をきき酒させていただきました。
出品酒から熟成酒までたいへん勉強になりました。
全国新酒鑑評会を始め、さまざまな賞を獲得している竹の露。
酒・水・米・人全てが地元の「地の酒」です。

最後にみんなで記念撮影。
忙しいところを貴重なお時間を頂戴して勉強させていただきました。
相沢さんありがとうございます。こづえさんとも久しぶりにお会いできて嬉しかったです。
そして、改めて、今後ともどうぞよろしくお願いいたします。

昨年6月に行われた山形県内の出羽桜取扱店10社のみで行われた特約店会議。
この会議で決定したのが、この10社のみで販売する特殊なお酒の製造です。
全くの白紙から始まった会議でしたが、出羽桜からの提案を受けてこの取組みに参加することを決めました。
このお酒の企画で当初から蔵元にお願いしていたのが、既存の酒を変更したものではなく、
今までの出羽桜にはなかった全く新しい酒を造って欲しいということです。
タンク1本を10社で全て販売しますので思い切ったことをして欲しいとリクエストをしていました。
そのリクエストに応えるかたちで出羽桜が動いてくれました!
今回の酒は、米も酵母も出羽桜では使用したことがないものになります。
今日はその酒の仕込みに参加してきました。
本当は前日から蔵に泊まる予定だったのですが、どうしても外せない用件があり、早朝5:00に出発しました。
安全を取って月山新道ではなく新庄経由で山形に向かいましたが、途中通勤ラッシュにも巻き込まれ、すっかり到着が遅くなりました。
蔵ではもう米が蒸し上がっています。

しゃがんで麹米が出てくるのを待っているのはフランス人ソムリエのGilles(ジル)さん。
なんと彼は旅費・宿泊費全て自腹で出羽桜にやってきて二週間も真剣に造りの勉強をされています。
この日は研修最終日。
自分が行うべき作業も全て把握されていて熱心な仕事ぶりは感嘆させられました。

私も釜掘り作業を体験。
蒸し上がった米を甑(和釜)から掘り出す作業ですが、この作業は造りの作業の中でもかなりの重労働です。
慣れている蔵人でも重労働ですから、運動不足の私達酒販店は交代で行います。

こちらは私の酒造りの師匠であり、同業の酒販店でもある山形市の酒の郷吉田酒店の吉田 健一さん。
もともと出羽桜の製造担当をされていたので作業は現役んお蔵人と全く変わらない仕事ぶりです。

こちらは仲野社長室長。今回の企画をまとめられています。
今日はコーディネーターとして行動を共にして下さっています。

私も櫂入れ作業を行いました。
留めの掛け米なので、一時間弱ほどひたすら櫂入れを行います。

掛け米はエアーシューターを使って送られてきます。

さすがに吉田さんは絵になります。

作業が終わって放冷機を清掃。
出羽桜山形工場は建物は古いですが、機器は本当にきれいに清掃されています。

山形工場の井上杜氏です。
井上杜氏とも長いお付き合いになりました。

洗い物中のジルさん。

室仕事も行いました。

帽子を被った若い方が、出羽桜仲野翔太郎専務です。
今回の酒は専務肝いりの酒となります。

吉田さんが慣れた手付きで麹を振ります。

私も真似して。久しぶりの作業です。

できるだけ均等に麹菌が行き渡るように。

次の日の仕込みの準備で米を張ります。

研修生とは思えない慣れた手付きで米をならしていきます。
今回の作業はこれで終了です。
麹のさばけも良く、きっと良い酒に仕上がってくれると期待しています。
今までに無い米・酵母、どちらも現時点では内緒ですが、どうぞご期待ください!

最後に美味しい蕎麦屋さんでお昼をごちそうになりました。
修行中のフランス人ソムリエのジルさんともお酒事情や日本酒の話などたくさん会話が出来ました。
これからも日本酒の勉強を頑張ってください。
あの頑張りならきっと成功すると思います!