アメリカで開催されている国外最大級のきき酒イベント全米日本酒歓評会で、2013年度の金賞酒の中からさらに最も優れた酒にあたるグランプリ賞を出羽桜大吟醸が獲得しました!
山形新聞11月24日付け記事
出羽桜大吟醸 火入れ・出羽桜 大吟醸 本生は絶賛発売中です!
アメリカで開催されている国外最大級のきき酒イベント全米日本酒歓評会で、2013年度の金賞酒の中からさらに最も優れた酒にあたるグランプリ賞を出羽桜大吟醸が獲得しました!
山形新聞11月24日付け記事
出羽桜大吟醸 火入れ・出羽桜 大吟醸 本生は絶賛発売中です!
元奥羽自慢の名杜氏、佐藤勝杜氏が移籍したやまと桜へ見学に行ってまいりました。
名杜氏としての腕前だけでなく、やさしい人柄でも知られる勝杜氏。
久しぶりにお会いするのをたいへん楽しみにしておりました。
やまと桜こと合名会社 佐藤佐治右エ門は創業明治23年(1890年)になります。
地元消費の多い蔵元で県外にはあまり出ていない銘柄ではありますが、新たに奥羽自慢の佐藤勝杜氏を迎え
高品質酒の品質向上に期待が持てる注目の蔵元になります。
蔵元は庄内地方の中央に位置する庄内町(旧余目町)にあります。

母屋を含む敷地を大きく、通りからやまと桜の建物が見えます。

通りに面した看板のある建物

特徴的な丸い窓には木彫りのフクロウが居ます。

正門には社名と銘柄名。奥が醸造棟になっており煙突も見えます。

奥の事務所の建物で勝杜氏が出迎えて下さいました。

こちらが佐藤勝杜氏です。
勝杜氏の人柄が顔に出ていらっしゃいます。
早速醸造棟を拝見させて頂きました。
醸造棟は鉄筋コンクリートの3階建てで、昭和41年に古い醸造棟の近くに増設されました。
庄内町は広大な庄内平野の真ん中に位置しますが、周りに高い山などが無いため冬は風が建物に直接当たり、かなり冷え込むそうです。
勝杜氏が前に在籍されていた奥羽自慢も鶴岡の山間の豪雪地帯に位置していますが、積雪はそこよりも少ないものの、ずっと底冷えするとおっしゃっていました。

醸造等の3階からの眺めです。

洗米は水の流れを利用した米を傷めない洗米機を使用しています。
もちろん鑑評会用の酒は限定吸水による手洗いです。

甑(こしき・蒸し釜)は一般的な和釜を使用しています。

タンクの呑口や上槽の器具などは全て丁寧に洗われ、熱湯で消毒されます。

勝杜氏が指差しているのは昨年新設した麹室です。

ステンレスを用いることで衛生管理が十分に行え、また新しい麹室にありがちな木香(きが・木の香り)が麹に移るのを防ぐことができます。
現在の酒造りで最も大事な工程である麹造り。この肝心要の部分に設備投資をしました。

大吟醸などの高品質酒用の麹蓋(こうじぶた)です。
吟醸はこのような小さい箱を何段にも積み重ねて、ひとつひとつ丁寧に麹が作られます。

出来上がった麹はこの枯らし場で温度・湿度を調整されて使用されます。


酒母は速醸です。

酒母の温度を調整するあんか(電熱器)です。

タンクは周りを木の板で綺麗に覆われています。

作業上もとても安全ですね。

搾りの機械(薮田式圧搾機)です。
ヤブタを使用していて佐瀬式の押し槽は使っていません。
出品酒などは雫採りです。

昔の木桶もあります。

現代は事務室ですが、大昔は番頭さんがここで仕事をされていたのでしょうね。
歴史を感じさせる建物です。

母屋のお座敷も拝見いたしました。


土間の上がりのところに、建物の梁に使われている太い木は欅の一枚板です。
今はこんな贅沢な木材は手に入らないでしょうね。

上喜元の橋本家の母屋といい、昔の造り酒屋さんの贅を尽くした建物には驚かされます。

伝統も素敵ですね。

造りに使う蓋を流用したテーブル

勝さんと記念撮影。
忙しいところお時間を頂戴してありがとうございました。
シャッターを押していただいた事務の方もありがとうございます。
伝統を守りながら新しい取り組みを始めていく「やまと桜」。
木川屋の地酒頒布会でも毎回好評を頂いておりますので、今後取扱いを増やして行こうと思います。
ぜひご期待下さい。
規模は小さくともレベルの高い酒が増えている蔵元です。
やまと桜を応援お願いいたします。
楽しみにされている方も多い木川屋オリジナル地酒頒布会。
頒布会向けの特注品を試飲してお酒の選考をしております。


隣の酒田醗酵の杜氏も参加です。
みなさんに良いお酒をお届け出来るようにがんばります。
お酒が決定すると予算との戦いが待っています。
群馬のお客様がご来店下さいました。
愛車はホワイトパールのCR-Z。
黄色のCR-Zな方はちょくちょくお見えになりますが。w
コンパクトなCR-Zですが、膨張色だと大きく見えますね。

エンブレムを赤バッジにしたり、ライトをさり気なくブルーにしたりとオーナーのセンスの良さが光ります。

CR-Zはリアビューもかっこいいですね。
昔EF系(サイバー)のCR-Xも好きでした。
MegadethのBGMのCMもよかったなぁ。
お客様は店内とどぶろく工場を見学されて当店オリジナルの上喜元 純米吟醸 亀の尾をお買い上げ下さいました。
ご来店ありがとうございました。お帰りは気をつけて。
またのご来店お待ちしております。
宇都宮からおいでのお客様の愛車です。
とても大きいのでアメリカンな車かと思ったら三菱なのです。
後ろには大きいキャビン付き。


車自体が大きいですがキャビンも大きい。
まさしくアメリカンサイズです。
この角度から見ると日本国内ではクロネコヤマトの車にも見えそうです。(^^;)

中も見せて下さいました。
結構広くて快適そうです。

なんとこの車、後ろのキャビン部分に支柱が左右で2本、合計4本あります。
これが伸びて地面に設置させてキャビンを浮き上がらせると、車単体に簡単に分離することができます。これは便利ですねー。(@_@)

スタッフも興味津々。乗り込んじゃってるし。(--;)

木川屋新橋本店と酒田醗酵のスタッフほぼ全員で見学。(^^;)
お客様はどぶろくを購入して下さいました。
店舗と工場と両方見学されました。
また近くまで来た時はぜひお寄り下さい。
ありがとうございました。
日本酒の注文がぐぐっと増えてきました!
秋あがり・ひやおろしなどの季節限定品を中心に定番品もたくさんご注文いただいております。
スタッフ一同、ミスの無いように頑張って荷造りしています!


大きなBMWのお客様がご来店。
R1200STです。
当店にお見えになるお客様はツーリングのついでの方が多いのですが、BMWに乗られている方も結構いらっしゃいます。
やはり長距離で疲れない、究極のツーリングバイクの異名をとる「大人のバイク」。私も欲しいなー。
R1200STはテレレバー・パラレバー、フラットツイン、シャフトドライブとBMW三種の神器を揃えたバイクです。

「R1200STは不人気だから見かけないんですよ」とオーナー氏。
たしかに私は初めて見たかも。
でもR1100STも個人的には好きなカタチなのでこれも全然違和感無いです。逆にS1000RRとかのほうが、どうみてもBMWに見えないのでこれはこれでいいと思います。

左右にパニアケース、グリップヒーター装備と快適なバイク。フェアリングの効果も高そうです。
ただ、BMWも最近は電気仕掛けな部分が多くて修理はお金がかかるそう。
なんと、このオーナーさん。上喜元の蔵人のIさんの弟さんなのでした。
また酒田に帰ってきたら寄って下さいねー。
10年以上のお付き合いになるK様ご夫妻がご来店。
店内をいろいろゆっくり見られていたのでお声がけしてたところ、K様とのこと。
K様は頒布会のご利用の常連です。お電話でお声を聞いたことはありましたがお会いするのは初めてです。
山形県に行ってみようということで、山居倉庫店、みなと市場店にもご来店下さいました。
みなと市場店で「本店は日曜で休みですよね?」と尋ねたところ「お盆なので営業していますよ」と聞いて本店にもご来店頂きました。
遠いところありがとうございました。
お会いできて嬉しかったです。今後ともよろしくお願いいたします。

一年間待っていたお客様も多い今年のだだちゃ豆。
初物の早生白山だだちゃ豆が入ってきましたよー。
早速スタッフで試食。
先月の大雨の影響が心配されましたが、早生白山は心配を大きく裏切り上々の味です!!
よかったー。
これからみなさんきっとご満足いただけると思います。
早生白山だだちゃ豆は締め切りが近づいていますのでご希望の方はお早めにどうぞ!

すっかりご報告が遅くなってしまいましたが、皆様からご協力いただいた義援金は川島実先生を通じて全額本吉病院へ寄付いたしました。
金額は新橋本店 22,435円、山居倉庫店 16,109円、みなと市場店 13,192円、合計51,736円でした。
今後も木川屋は被災地への支援を続けてまいります。
たくさんのご協力誠にありがとうございます。今後も息の長い支援をどうかよろしくお願いいたします。


店の出来事ではないのですが、小学5年生の娘の学校行事で鳥海山に登って来ました。
目的地は鳥海湖です。(頂上ではありません ^^;)

スタート前です。
みんなでバスに乗って大平山荘付近に行きます。

まだ元気です。w

早速登り始めます。
娘も妻も私も登山の経験なんてありません。
道具も揃えましたが結構お金がかかりますね...。
でも靴だけはちゃんとしたものにしてよかったです。

遠くに飛島が見えました。

このあたりは結構急です。
みんなもくもくと登ります。

3人で記念撮影。笑っていますがくたくたです。

雪渓もあります。この雪渓を越えていくのです。

片道三時間かかって、やっと目的地の鳥海湖に到着!
綺麗です。

ニッコウキスゲという高山植物だそうです。
疲労も相まってより美しく見えました。
この日はいつも重いカメラをやめてミラーレスで防塵防滴ボディの小さいカメラにしまして本当に良かったです。
帰りは雨にも降られたので...。orz

休憩を取りながら降りますが、帰りは小雨がぱらついて登りの最初のほうの急な岩場が、下りではつるつる滑って転倒してしまう人も続出していました。

なんとか無事帰還。
帰りはみんな疲れ果ててバスで爆睡していました。(^^;)
今日はお酒の業者向けの展示会に参加してきました。
展示会はあまり参加していなかったのですが、父の日も終わったということで今回は参加してみることにしました。

私達が参加した時間帯は、業者向けの時間帯。会場に居るのは酒類小売業、飲食店の方々ばかりです。

おや? 海外逃亡...じゃなくて出張していた麓井の市郎さん発見。
カメラを向けると気さくにポーズをしてくれますが、

仕事はきちんとしています。
酒造組合ブースお疲れ様です。

県産ワインのメーカーも参加しています。
こちらは高畠ワイナリーさん。

おなじみのタケダワイナリーの荒井さん。
当店の営業担当です。

米鶴は営業担当の方だけでなく梅津社長自ら参戦。
この会の前に当店にお寄り下さいました。

初孫のブースは後藤部長を筆頭に四名参加。
当店営業担当の学さんに前担当の雅樹さん。

出羽桜は二名で参加。いろいろ情報交換できました。
さくらんぼで忙しい寒河江さんによろしくお伝え下さい。(^^;)

麓井は堀さん。
つけもの美味しかったです。ごませんべいも。あ、いやもちろんお酒も。
市郎さんマジメに頑張っていましたよ。

こちらは楯野川。
営業の高橋君は今回もがんばっています。というか、彼は奥羽自慢の製造責任者。杜氏候補なのです。営業の現場も知っている製造は強いと思います。奥の女性は東京農大卒のホープ。配送も頑張っている方で将来楽しみですね。

清泉川は新婚ホヤホヤの宅真さん。
彼の笑顔は最大の営業の武器です。製品ラインナップも見直しをかけ意欲的に醸造しています。

栄光冨士からは営業担当の方が参加。いつもお世話になっております。
さきほど当店担当の村上さんを見かけたのですが、どこ行ったんだろ? (^^;)
大吟醸 古酒屋のひとりよがり、造り手が変わっても相変わらずの良さです。
25BYも期待しています。

こちらは同業の酒のとみぞうの佐々木 力君。私をみかけて声をかけて下さいました。
趣味も合うので仲良しです。
他にも池田屋酒店さんなどいろいろな小売店の方とお会いしました。みんなで山形の酒を盛り上げましょう。

写真を撮り忘れましたが、鯉川など他にもさまざまなメーカーと交流・情報交換してきました。千代寿の大沼さんとも久しぶりにお会いしました。普段取り扱っていないメーカーのものも確認することができました。
もう少し庄内以外のメーカーが多く参加してくれていると良かったかなと思います。今回の参加で得た情報やお酒はお客様にどんどん紹介していきたいと思います。どうぞご期待下さい。
毎年好評の米鶴の限定酒 ささのはさらさらの呑み切りに、当店担当者の山崎が参加してきました。
このお酒は山形県内の酒販店の共同企画で、複数のタンクをそれぞれきき酒し、一番評価の高かった酒を瓶詰めし限定販売するものです。
山形県の庄内地方の取り扱いは当店のみになります。

米鶴は今年も金賞受賞。近年は連続受賞も多く、本当に安定した好成績を収めています。
今年も金賞おめでとうございます。

挨拶されているのは梅津社長。すっかり社長業も板についてきました。
後ろに陳列されているF1の模型は社長の趣味ではなく、米鶴にはF1の名を冠したお酒があるのです。

日本名門酒加盟店が県内から集います。
庄内地方からは当店のみの参加です。

早速、きき酒開始です。

もちろん当店担当 山崎も。

何か真剣にメモしています。(^^;)

10種類のお酒にそれぞれ投票され、上位3つに絞られます。

上位のお酒の中から今年1位に選ばれたのはCのお酒、タンクNo.50の出羽きらりのお酒でした。当店山崎もこのお酒を選んでいます。
このお酒の出来が良く、今年はスムーズに選考が終わりました。美味しいですよ!

須貝杜氏と記念撮影。

みなさんお疲れ様でした。
ささのはさらさらのご予約はこちら
7月4日付近入荷予定です。お楽しみにー。
岩手にお帰りの際にお土産の購入でご来店いただいたお客様です。

クルマはtype-R。そうです。ホンダが誇るtype-Rです。
NSXから始まり、インテグラ、シビック、アコードとこのエンブレムがついたホンダ車はとびきり元気が良いのです。
私も以前EK9が欲しくて中古車をちょっと探したことがありました。

リアビューもイマドキのスポーツカー度満点です。
シビックのtype-Rは初代のEK9は日本製で、二代目のEP3はイギリスホンダ、三代目のFD2は日本製、そして四代目のFN2でまたイギリスホンダと、日本とイギリスで交代で製造しています。
ホットハッチの代名詞ともいえるシビックですが、二台目以降はエンジンも2Lと大きくなり、車格も上がりましたね。

ドライビングが楽しそうなコクピット。
センターにはタコメーターがどーんと鎮座しています。
シフトレバーの生え方が往年のアルファのようですね。
イギリスで作ったクルマですが、内装だけ見るとイタリア車と言われても違和感が無いような仕上がり。type-Rはシートもいいんですよね。
安全運転で岩手までお戻り下さい。
ご来店ありがとうございました。
帰省の際にいつもお寄りいただいている水戸からのお客様です。
クルマは巨大なランクル。トヨタ ランドクルーザーです。

大きいです。40mmの単焦点のためフレームに収めるのがたいへん。
もうちょっと広角レンズを用意しておけばよかった。

車高もすごいです。
1/1 ミニ四駆といった感じで走破性も申し分なさそうです。

しかも、ただ車高を上げているだけではありません。
なんとタービンからいろいろ手が入っています。
ディーゼルエンジンなので発熱量はかなりありそうですが、インタークーラーからオイルクーラーまで冷却系も手抜きなし。
そしてタービンはハイフローにしてあります。
昔、過給器付きのクルマに乗っていたのですが、私もそれやっていましたー。
3Sに7M用のS加工されたCT26を付けて...。(懐かしいな〜)
いつも水戸限定のお土産まで頂いてしまってすみません。
またのお越しをお待ちしております。
友人のてっちゃんがメッサーに乗ってやってきました。
彼はひと通りのメンテナンスを自分で行なっている生粋のメッサー乗りです。
このクルマ、停めているだけでいろんな人が寄ってきます。


怖がりの息子も興味津津。

お言葉に甘えて運転席に座らせてもらいました。

二人乗りなので、後ろに乗せて走ってくれるとのことだったのですが、怖いから遠慮しておくだそうです。(^^;) 乗らないくせに興味津津。
私は以前てっちゃんの運転で後ろに、その後自分で運転もしてみました。
3輪車は初めてだったのですが、慣れるまでちょっと不安な感じ。
でも少しすると慣れてきて面白いです。てっちゃんはこのクルマで各地のイベントまで遠出もする勇者です。

エンジンは2stです。
オイルは分離給油でなくて混合。なので自分でがしゃがしゃ混ぜて混合油状態にしてからガソリンタンクに入れるそうです。
クルマの中は工具がいっぱい。何かトラブルがあってもその場で直してしまうのです。
酒田醗酵や来店中のお客様も興味深げに見ていました。
てっちゃんまた遊びに来てね!
今回のお客様愛車コーナーはRange Rover Evoqueです。
ボディは黒なので、露出補正はマイナスに。
光のあたり方で茶色にも見える高級感のある色です。
それにしてもSUVの中でもEvoqueのスタイルの良さはずば抜けていますね。
たいへんスタイリッシュなSUVです。


するどく切れ上がった目と精悍でスポーティなデザイン。
ライトやウインカーのラインがフロントフェンダーの膨らみを貫通してドアのラインにつながっています。かっこいいですね。

テールに向かってヒップラインが上がっていきますので必然的にリアガラスはかなり狭くなります。運転席からバックミラー越しの視界はどうなんでしょうね?

英国の品の良さを感じさせる内装。綺麗ですねー。
ATのセレクターはダイアル式なのでした。

納車まで半年待ちだったそうで、まだ100kmも走っていません。
オーナーのOさんはやっと手元に来たとのことで嬉しそうでした。
地吹雪もこれで乗り切って下さい。(^^)
このクルマ、エンジンはというと2Lの直4ターボです。最近はエンジン小さくして過給器で補うってのが流行っているんですね。

Evoqueは息子が夢中になっているiOSのクルマのゲームにも登場します。(^^;)
ひさしぶりにお客様愛車コーナー向けの方が来店。
酒田にラーメンを食べに来られた東京のお客様です。出羽桜がお好きということで、ついでに当店に寄って下さいました。

クルマは986。でもただの986ではありません。
3.2LのSでございます! しかもBoxsterには珍しい6MT。
硬派な986ですね。

最初は「2.7ですか?」とオーナーに聞いてしまったのですが、よく見たらキャリパーは赤だし、ローターもドリルドローターなのでした。
というか、リアフードにちゃんとSのエンブレムが付いているのでした。
「うちも3.2ですよ。もっと古いのですが...。」とお話ししたところポルシェ談義に盛り上がりました。GW後半は天気が良いようですので、オープンエアが楽しめそうですね。

夏に開けて乗ると相当ひどいことになりますので(^^;)、やはり春と秋が一番良いそうです。
ご来店ありがとうございました。
またのご来店お待ちしております。
白いスプリンターバンとともに頑張ってくれていたツートンカラーのスプリンターワゴンが引退となりました。

白いバンよりもややギア比が高かったのですが、バブル時代に設計されたクルマだけあってよくできていました。

トランスミッションは5速。
後継のプロボックスよりもスポーティでした。

ただ積載量はCピラーの傾斜がきつかったためプロボックスには劣ります。
でも頑張って今まで走ってくれました。
スプリンターワゴン、ご苦労様。お疲れ様でした。本当にありがとう。
今年もこの季節がやってきてしまいました!
みなさんお楽しみの会です。

取り仕切るは麓井の市郎専務。皆さんお馴染みですね。

この会を運営している酒造協議会の担当でもあります。
この日までいろいろ試行錯誤しておられました。毎回人気が上がっているのは努力の賜物ですね!

こちらも酒造協議会の重鎮、上喜元 佐藤正一社長。
会を代表してのご挨拶となりました。

酒田市の本間市長も駆けつけました。
全国でも名称に「酒」が入るのは酒田のみです。酒田にとって酒は大事な産業でもあり文化でもあります。

乾杯! ということで始まりました。
当店からは8名、酒田醗酵3名、合計11名で参加です。
チケットは270枚ですが、当店で100枚弱ほど販売しました。
今年も売り切れ。大人気の会です。

今年も各蔵元がブースを展開。
まずは清泉川さん。社長、跡取りのご結婚おめでとうございました。

ぐびぐび飲む人...。仕事です。

こちらは菊勇の佐藤社長。先日はありがとうございました。

上喜元は大ちゃん登場。

まるで学校の先生のような杉勇の茨木社長。
知的です。きき酒の答えを解説中。

結果発表です。
上位入賞者には前回のチャンピオン、剛さんより景品が手渡されます。

おお! 同じエプソンの野村さんも上位入賞!!
安定した成績ですねぇ。

上位入賞者は表彰されます。ぜひ県大会も行って下さい。

まだまだ新酒を楽しむ会は続きます。

お楽しみの抽籤会もありますよ。

表彰はどんどん進みます。おめでとうございます。

M田さんめちゃくちゃ喜んでいます...。(^^;;;)

初孫です。いつもありがとうございます。
勉強をかねていろいろ試飲しました。

こちらは東北泉のブース。社長お疲れ様です。

麓井のブースは高校の同級生の佐藤君。
分析も担当されています。

各ブースも盛り上がっています。

木川屋スタッフは最高のくじ運の持ち主、工場長が欠席ですが今回の抽籤はどうなるか?

抽籤開始!
うん!? 早速当店スタッフ 山居倉庫店の進藤が当選!

同じく山居倉庫店の阿部も当選!
実は私も当選していたのですが、取りに行くのが遅れてしまい市郎さんにスルーされてしまいました。orz

今回おしくも優勝を逃した剛さんですが、ベスト10にいつも入るあたりは流石です。
来年頑張ってください。

きき酒といえばこの人。加藤さん。
今年ももちろん参加です。

上喜元軍団現る。
小名君に丸高の剛さん。上喜元を楽しむ会でもお馴染みの方々です。

加賀谷さんはスケジュールの都合がなんとかなってのご参加。
本間さん楽しみましたか?

まわりの人が急に巨大化してしまいました...。

本間さん...押しつぶされそうですね。

こちらは阿部鮮魚店軍団。

佐々木さんの後ろで阿部社長が...

エプソンの重鎮 本間さんです。
いつもありがとうございます。今年の会はいかがですか?

グリーンな渡部君。
きき酒は初参加の前回が14位で今回は11位!
安定した好成績です。来年はシングルなるか?

当店のお客様グループも好成績でした。
おめでとうございます。

相変わらずの名コンビです。

戦利品をゲットして帰還する小名君。

上田さんも楽しまれましたか?

木川屋スタッフで初孫の雅樹さんを囲んで。

菊勇の佐々木会長も参加されていました。
今回も楽しい会でした。また来年もお会いしましょう!
発送業務が増えてきているため、昨年の12月から新入社員で高橋 幸(さち)さんが加わりました。
前職で経理事務を長くされていたので、経理処理もバリバリこなします。
またたいへん字が綺麗な方です。

幸さんは動物好きです。営業部長も甘えられる人が増えて満足そうです。

おしり叩いてー、とポーズ。
営業部長はおしりを叩いてもらうのが大好きです。

苦しゅうないと満足気な営業部長。
新橋本店はスタッフ6名・山居倉庫店2名・みなと市場店2名、合計10名+営業部長でがんばっています!
今回は近年酒質向上著しい菊勇にお邪魔してきました。
この日はこの時期にしては本当に珍しい快晴の天気!
この蔵元に来る時にこの天気になるのは本当にありがたいのです。
理由は後ほど。
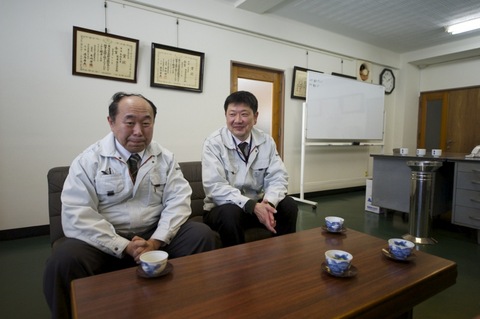
出迎えて下さったのは、佐藤社長といつもお世話になっている高橋課長です。

今年の造りや米の出来など、業界の話題を少々。
私と同行したのは本店勤務の古家と、みなと市場店担当の佐藤です。
菊勇は4つの造り酒屋が合併してできた会社ですが、合併から40年だそうです。

この日は鑑評会用の洗米もしていました。

菊勇の建物は鉄筋コンクリート3F建てです。
一番上の階が洗米等の原料処理を行うところで、その後仕込みが進むつれて下こ製品が降りていく感じになります。

精米は水流で洗うタイプ。

今はこのタイプを使っている蔵元が本当に多いですね。

浸漬時間(水に漬ける時間)は秒単位できめ細やかに調整します。

原料米の前処理を行うところからは屋上に出ることができます。
この屋上からの眺めが素晴らしいのです。

庄内平野の小高い丘陵地帯にある建物なので、平野がほぼ360度見渡せます。
このようなシチュエーションは多分ここだけではないでしょうか?

この日はこの時期に珍しいたいへんな青空で、鳥海山も美しく映えます。

こちらは日本海。

庄内に住んではいますが、絶景に見とれてしまいます。

14mmの広角レンズで。

35mmフルサイズのセンサーのカメラを持って来ました。
広角レンズで周辺減光(画像の四隅が暗くなる)が発生しますが、あえてこれを補正しないでそのままに。宇宙まで映るような感覚ですね。

雄大な景色です。

雪にも反射して目をあけるのもたいへん。

さて、再び3Fに戻って蒸しの工程を見学します。

これが甑(こしき)です。この釜でお米を蒸します。

明日の蒸しに使う米が入っていたので覗きます。

蒸しの説明をする佐藤社長。

こちらは水切り中の米です。

社長に続いて2Fに部屋へ。

麹室にやってきました。
これは麹をつくるための容器(麹蓋・こうじぶた)です。

麹室(こうじむろ)に入ります。

室の中は広いです。

これが蓋麹製法。
わっぱも使っています。

この方が菊勇の鈴木杜氏。
地元のご出身です。
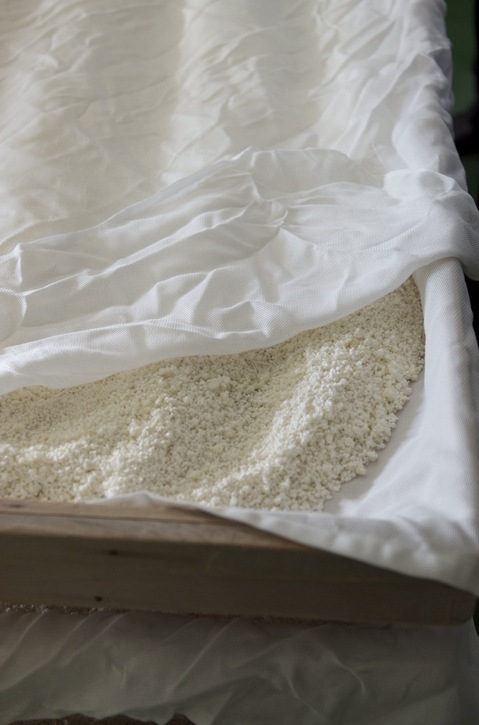
光に映える美しい粒。
これは鑑評会出品用の山田錦35%精米の麹です。
特別に見せて頂きました。

杉材が手に入らなくなっているので、どの蔵もこのような道具を大事に補修しながら使っています。

もうすぐこの麹も使われます。

ここは酒母室です。
いよいよ仕込みがここからスタートします。

課長が歪んじゃっていますが(^^;) 酒母です。

こちらは温度調整用の暖気(だき)。

菊勇には酵母培養の設備もあります。

1Fに降りて来ました。
ここは仕込み部屋です。

「醪(もろみ)を飲んでみますか?」と社長。
少しごちそうになりました。

このタンクはサーマルタンクです。

サーマルも6つ確認できます。

比較的価格帯が低いお酒はこちらのやや大きめのタンクです。
3tくらいの大きさでしょうかね?

出品酒に使用する斗瓶が置いてありました。

この瓶にお酒が入ります。

出品用にお酒は雫採りで搾りますが、それ以外は薮田式の圧搾機で搾ります。

こちらは-2℃設定の貯蔵室。
先代の佐々木社長が品質向上のために設備投資されました。

SFフィルターも使用しています。

特定名称酒は全て蓋麹製法という蔵はあまり聞いたことがありません。
設備も適時更新し、最近では酒質はめきめきと向上しています。
その成果が現れているのですね。

ご厚意で、きき酒もさせて頂きました。

自分たちが扱う大事な商品。きき酒も真剣です。
前回の全国新酒鑑評会では酒田地区で唯一の金賞受賞です。
全国新酒鑑評会も昨年が100回目だったのですね。今年も期待しています。

蔵の外観です。
本当に良い天気でした。

佐藤社長・高橋課長・蔵人のみなさん・営業事務担当のみなさん、本当にありがとうございました。たいへん勉強になりました。
今後の製品づくり、ますます期待しています!
2月1日に山形県内で放送される、さくらんぼテレビの取材がありました。
来店されたのは記者の川口さんとカメラマンの大友さんです。
川口さんは以前も当店にテレビ取材で来店されました。


酒田醗酵にテレビカメラが入るのはNHKの山田さん一行が見えて生中継をしたとき以来です。

ちょうど店頭のお客様も蔵見学中でした。

建物の中も寒いので温かいかっこうで。

大友カメラマンはいろいろな素材を集めています。

放送時間はわずか6分ですが、この日は朝から夕方まで取材と撮影をされていました。

仕込みの準備の部分を撮影しています。

休憩室でも取材。

店頭の様子も。

どぶろく造りを支えたパートナーとして母も答えています。

たいへん丁寧な取材でした。

編集の様子を川口記者がメールで送ってくれました。
実際の放送は映像・音楽・構成・ナレーションと素晴らしい出来栄えでした。
ここでお見せしたいほどなんですが。(^^;)
取材、本当にありがとうございました。
今後も頑張っていきます。

今日は杉勇蕨岡酒造場の見学に行って参りました。
杉勇は酒田の北隣、遊佐町の山の麓にある蔵元です。製造石数は500石程度と少ない量を醸している蔵元ですが、良質の水が育む銘酒は固定ファンも多くいらっしゃいます。
木川屋では新規取り扱い蔵元として、造りの現場を勉強するためにお邪魔させてもらいました。中央のメガネをかけた知的な方が代表社員の茨木さんです。
さて、杉勇に車で向かったのですがこの日は天気は超荒れ模様。
地吹雪となってしまいました。
杉勇までは酒田の市街地から田んぼを抜けて山の方まで走るのですが、

視界が...。

対向車もライトを点けて自分の車の位置を他の車に知らせています。

一番酷いと視界が10mほど。こうなるとノロノロ運転です。
撮影は全て妻がiPhoneで。

なんとか到着。(^^;)

杉勇といえば、この煙突。

レンガ造りの歴史を感じさせる煙突ですが、もちろん今でも現役です。
釜を使っているときは、ここから湯気が出ています。

蔵元のある集落です。
ここは山の麓で鳥海山系の伏流水になります。
水質は大変良好でミネラルも多いそうです。

社長と少しお話しをさせていただいて早速中にお邪魔しました。

これが煙突の内側です。

これが煙突の下に位置する和釜です。
ここで蒸米が作られます。

午後にお邪魔したので、蔵人は明日の準備をされていました。
オレンジの袋に入っているのは擬似米(お米のダミー)です。
杉勇の蒸しは半仕舞いです。2日にタンクを1本のペースで仕込んでいきます。

釜のすぐ近くには放冷機があります。

造り酒屋は整理整頓。清潔第一。
毎日洗い物もたくさんです。

この日はちょうど半切りで山卸作業(もとすり)が行われていました。
この作業を行なっている蔵元も少なくなりました。丁寧に昔ながらの生もとの酒が仕込まれています。
蔵人は全部で8名、うち冬期のみの方が3名です。
杉勇は創業大正12年(1923年)、江戸時代より「鳳正宗」を造っていた蔵元と、酒田の杉勇酒造店が合併してできた蔵元です。歴史は古いです。

茨木社長が見せてくださるのは

麹室のすぐ隣の枯らし場です。

麹室も見せていただきました。

麹蓋もたくさんあります。
材料が手に入らなくなり、どの蔵も大切に使っています。

こちらは酒母です。

仕込み部屋もお邪魔します。

杉勇は開放型のタンクを使っています。
タンクは密閉式(タンク中央の部分の蓋のみが開く)と開放型(タンクがビーカーのような形で蓋が無い)と二種類があります。

タンクの胴体部分に巻いてある黒いものはウオータージャケットです。この中を水が通ってタンクを冷やします。

こちらも冷却用のフィンです。このフィンをタンクの中に沈め、ホースの中を通る水によって冷やします。

早速除いてみます。

気温も低いので順調に仕込みは進んでいるそうですが、今年の米は溶けづらいそうです。これはどこの蔵元さんも口をそろえて言っていますね。やはり高温障害があったので今年の米は仕込みがたいへんそうですね。

足場は造りに来ている蔵人の方が作ったそうです。見た目以上にしっかりしています。

上にも登ってみました。

圧搾機はこの昔ながらの押し槽(おしぶね)の佐瀬式と、

薮田式の2つです。
吟醸造りには微妙な調整ができる佐瀬式が良いのですが、部品も少なくなってきて維持がたいへんだそうです。

杜氏さん自らが機械のメンテナンスをしながら大切に使っています。
杉勇の杜氏は地元遊佐町のご出身で、もう30年以上この蔵の杜氏をされています。

火入れは蛇管も使いますが、上のクラスのお酒はビン殺菌です。


出来上がったお酒の貯蔵スペース。

こちらは原料米。今年は米不足で米の確保がたいへんだった蔵元が多かったのですが、杉勇は安定して確保できたそうです。

これが神棚! すごいです。
今までいろいろな蔵元にいきましたが、こんなに立派な神棚がある蔵元は見たことがありません。大きさも巨大です。中はもちろん松尾様(お酒の神様です)が祀られておりました。

神棚のとなりには稲が下げられています。

ひと通り見学して事務所に戻って来ました。

茨木社長は平成2年に蔵元に入りました。現在48歳ですが、蔵に入る前は日立製作所のエンジニア(技術屋さん)でした。私も同じパターンです。
先代のお父様が早くに亡くなられて蔵を継がれたそうです。

この後、試飲を行いました。
私は運転手なので...。(T^T)

帰る頃には吹雪や止んでいましたが、車が冷凍状態に。(^^;)
帰る前にトイレをお借りしたのですが、戻ってくると茨木社長が居ない...。
どこ行ったんだろう? と思ったら外でうちの車の雪を落としてくださっていました。見た目通りの紳士な方。本当にすみません。
ということで無事に見学が終わりました。
杉勇の酒に固定ファンが多いのがなんとなくわかりました。酒質は良くも悪くも近年流行のものとは違います。ですが、これが「杉勇の酒」というのがはっきりしていて、たいへん好感が持てました。
香りよりも味、そして旨味とのみごたえのバランス。芯の太いしっかりとしたお酒は今後も異彩を放ってファンに愛され続けると思います。
木川屋も応援していきます。購入ページももうすぐできますよー。
いつもお世話になっている山形の国井酒店さんが取材されました。酒田醗酵にも新聞社かれ電話取材がありました。掲載していただきありがとうございます。

娘が小学校の書き初めで金賞をもらいました。
学校の代表の子は市のコンクールに行くようなのですが、惜しくも代表にはなれませんでした。
でも、学校の近くの山形銀行 若浜町支店に貼りだされたとのことで夫婦で見に行きました。

真ん中のが娘の書です。
ちょっと名前の文字が小さいですが、私より上手いかも。

台所で指導した妻も嬉しそうです。
今度は娘にのしを書いてもらおう。(^^;)
毎年大人気の赤魔斬が入荷しました!
この日はいつも配送を担当されている池田さんだけではなく、後藤営業部長も見えられ納入を手伝っておられました。


こちらは配送担当の池田さん。

後藤部長も張り切っています。

これで半分くらいです。数が足りなくなりそうなお酒ですが、当店では最も多くの数量を確保いたしました。しばらく品切れはありませんのでぜひご利用ください。
杜氏が変わり、体制が新しくなった栄光冨士(冨士酒造)の見学勉強をしてきました。

当店スタッフの勉強を兼ねて、妻、山居倉庫店 佐藤、店長 山崎、私の4人で参加です。

久しぶりに訪れましたが歴史と趣のある立派な蔵元です。


鶴岡は酒田よりも雪が多いですね。


杉玉は新しくないですが、新酒はできています。

応接室です。今回は妻と新橋本店 山崎、みなと市場店 佐藤法子と私の4名でお邪魔しました。私と妻以外は初めての蔵見学ですので、たくさん勉強することがありそうです。

こちらが栄光冨士醸造元 冨士酒造の加藤有慶(ありよし)社長。杜氏の交代により造り手が若返ったため、社長自ら現場に入り陣頭指揮を執っています。

数々の賞状は銘醸蔵の証です。
土間にある額はいつのものでしょうね?

客間の隣の部屋です。

仏壇には加藤有倫(ありみち)会長の遺影もありました。木川屋は会長にはとてもお世話になりました。本当にありがとうございました。

土間にある長い棒は加藤清正が振り回したとの伝説の槍です。そうです。栄光冨士の加藤家は加藤清正の末裔なのです。

では蔵の中へ入ります。

社長の奥に立つのは入社二年目の羽田琢さんです。福島出身で山形大学卒業後に入社されました。まだ二年目ですが、将来の造りを背負って立つ方です。かなりのイケメンですよ。

蔵では浸漬作業が行われていました。時計とにらめっこです。

真剣なのは当たり前なのですが、現在の酒造りにおいては原料の前処理は非常に重要になります。

蒸しを行う釜場へ向かいます。

羽田さんどうですか。イケメンでしょう? でもとても真面目な方です。栄光冨士に女性ファンが増えそうですね。

仕込みの日程について説明する社長。
社長が現場にいることによって、蔵人の士気も違ってきます。

釜は一般的な和釜ですが、均一に蒸せるように工夫しています。

放冷機です。連続放冷機ですが、大吟醸等は別の工程で放冷します。

仕込み部屋に向かうエアシューターです。

仕込み部屋(醪部屋)に行きます。


綺麗な顔ですね。

ちょうど搾りを行なっていて、タンクの口に醪を櫂棒で集める作業をされていました。

栄光冨士の仕込み部屋はタンクの足場が板で敷き詰められているので安全ですね。

分析室から出てきた美しい女性は池田さんです。なんと彼女は麹造りを担当されているとか。大吟醸の麹は二時間おきに見るので泊まりになります。その作業もされているそうです。すごいですね。
今回は蔵元のご好意で麹室も見学いたしました。麹室に入ったことがある方はわかると思いますが、そうです一瞬でレンズが曇ってしまい撮影不可になってしまいました。

天井の梁も立派です。

この建物は大正時代の建物のようです。

薮田(圧搾機)から出てきたお酒をごちそうになりました。
ガスが抜けきってないピリピリがありましたが、槽口から出てきたばかりのお酒を飲むと蔵元に来ているんだなぁと実感します。

裏手には冷蔵コンテナもあります。
この隣が製造棟です。

こちらではお酒のラベルを貼ったり製品化作業をされています。
栄光冨士の蔵の方はみなさんお綺麗ですね。顔で採用しているんでしょうか。

瓶詰めのラインです。

社長と製品のスタッフのみなさん。

こちらは製造管理の加藤さん。いいオトコですね。
やはり顔を基準にしているのかも。

南部から造りに来られている「親分」こと佐藤さんを囲んで。
良い雰囲気で酒造りが進んでいます。

蔵を一回りしたら、先ほど洗米していたお酒が水切りの状態で置いてありました。
明日の蒸しに使うのかも。

そしてこれがトイレです。なんとも贅沢な造りのトイレ。
最後に社長と一緒に記念撮影をしました。
新しくなった栄光冨士、経験はたしかに少ないのですが最初の年とは思えない良い酒が蔵から出荷されています。いつもお世話になっている営業の村上さんともお会いできました。庄内美人を思わせる繊細で上品なお殿様のお酒。栄光冨士のお酒はそんなイメージがあります。
新しい体制で今後も美酒を醸してくれると思います。ファンの多い栄光冨士ですが、まだ飲んでない方もぜひ一度お試しください。
加藤有慶社長、蔵人の皆さんお忙しいところ本当にありがとうございました。
